冷轧不锈钢带厂畅销全国310s耐高温不锈钢管
更新时间: 2025-02-19 16:50:10 浏览次数:1
以下是:冷轧不锈钢带厂畅销全国310s耐高温不锈钢管的产品参数
| 产品参数 |
|---|
| 产品价格 | 15.2--55/kg |
|---|
| 发货期限 | 2 |
|---|
| 供货总量 | 99999999 |
|---|
| 运费说明 | 另计 |
|---|
| 最小起订 | 10 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 代理商 |
|---|
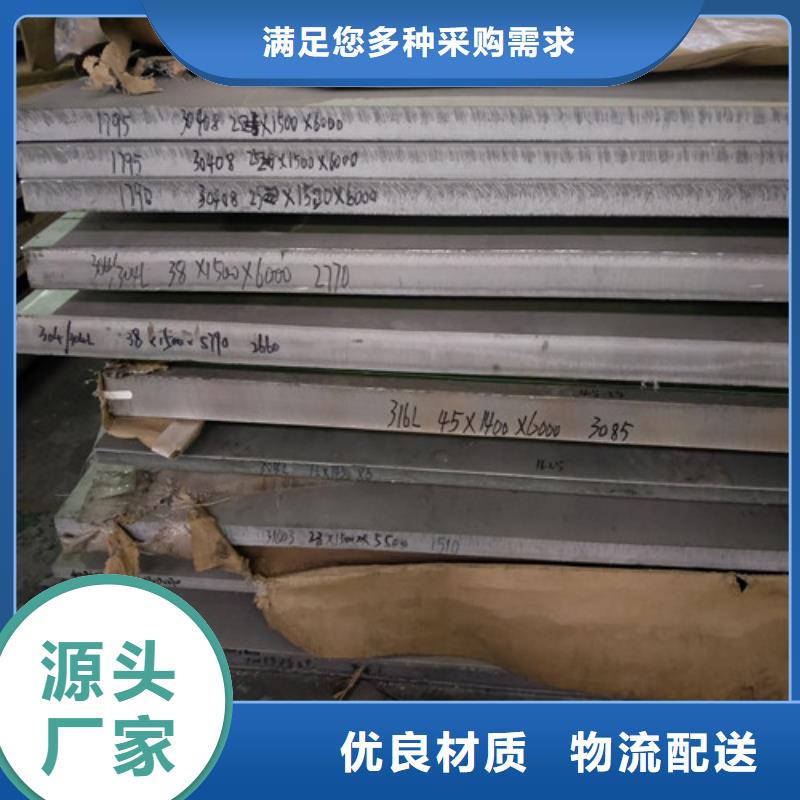
| 产品材质 | 201.304 .316L 304L.2205.310S等 |
|---|
| 产品品牌 | 宝钢,太钢,张浦,宏旺,甬金等 |
|---|
| 产品规格 | 1000-1219 |
|---|
| 发货城市 | 无锡 |
|---|
| 产品产地 | 宝钢,太钢,张浦,宏旺,甬金等 |
|---|
| 加工定制 | 接受定制 |
|---|
| 产品型号 | 0.3-100 |
|---|
| 可售卖地 | 无锡 |
|---|
| 产品重量 | kg |
|---|
| 外形尺寸 | 1000-2000 |
|---|
| 适用领域 | 工业,食品,化工, |
|---|
以下是:冷轧不锈钢带厂畅销全国310s耐高温不锈钢管的图文视频
导读 冷轧不锈钢带厂畅销全国310s耐高温不锈钢管,昌盛源金属有限公司为您提供冷轧不锈钢带厂畅销全国310s耐高温不锈钢管的资讯,联系人:贺经理,:0510-83596799、18112376568,QQ:1980402345,地:无锡新吴区城南路32号B3021室到湖北省 恩施市 利川市、建始县、巴东县、宣恩县、咸丰县、来凤县、鹤峰县。 湖北省,恩施土家族苗族自治州 恩施州森林覆盖率近70%,享有“鄂西林海”、“华中药库”、“烟草王国”、“世界硒都”之称号。全州水电资源理论蕴藏量达600万千瓦,可开发量达500万千瓦,风电资源蕴藏量达300万千瓦,是华中地区重要的清洁能源基地。恩施州的鄂西铁矿是中国四大铁矿之一,已探明储量13亿吨;天然气已探明储量1500亿立方米。恩施还拥有世界的独立硒矿床。恩施享受西部大开发计划政策,是单列的三个地级行政区享受相关政策的地区之一。
<恩施>昌盛源金属实行了先进的流水线作业流程,引进了多组先进的进口恩施不锈钢激光切割厂 家大型生产设备。同时对恩施不锈钢激光切割厂 家原材料实行择优采购,定期招标,为确保产品质量奠定了坚实的基础。我们本着:“视客户为亲友 供客户之所需”的原则,真诚为您提供服务,助力事业发展腾飞!先求做精,再求做大,是我们公司为之奋斗的目标,只有这样,才能在当今这个恩施不锈钢激光切割厂 家产品日新月异的时代站住脚跟。




恩施2Cr18Ni9钢在固溶态的耐全面腐蚀性能在1Cr18Ni9Ti基本相同,故可参阅1Cr18Ni9Ti的耐蚀性。 工艺性能恩施 2Cr18Ni9,1Cr18Ni9,0Cr18Ni9奥氏体不锈钢均有良好的冷、热加工性,适于通用的各种冷、热加工工艺,热加工温度以900-1180℃为宜。冷轧、冷拔、冷冲、冷弯以及管材的扩口,压扁等均无困难。由于此三种钢易冷作硬化,因而当冷变形量过大时,要进行中间退火处理。 热处理工艺:恩施2Cr18Ni9和1Cr18Ni9系经1100 -1150℃加热,而0Cr18Ni9则系经1080-1100℃加热后水冷或空冷。冷加工中间的退火温度多在850-970℃,加热后进行水冷。 三种钢的可焊性均好,可以采用通用的方法进行焊接。手工电弧焊时,含碳0.04%-0.06%的薄截面尺寸的钢材,0Cr18Ni9采用奥002焊条,焊后可不出现刀状腐蚀和晶间腐烛倾向;1Cr18Ni9可采用奥102、奥107焊条,焊后可通过L法晶间腐蚀试验。采用奥132、奥137焊条焊接且经敏化处理后,亦可通过L法晶间腐蚀试验;2Cr18Ni9焊后一般有晶间腐蚀倾向,但若采用奥102、奥107和奥112焊条,焊后的焊接接头也可通过L法晶间腐蚀检验。




总结 选购冷轧不锈钢带厂畅销全国310s耐高温不锈钢管来湖北省恩施市找昌盛源金属有限公司,我们是直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:贺经理-18112376568,{QQ:1980402345},:[新吴区城南路32号B3021室]。