





因此,鋁及鋁合金除廣泛的應用於航空、航天和電工等領域外,同時還越來越多的應用於石油化學產業。濮陽中原大化新建空分裝置就大量使用了鋁鎂合金(主要有:5083、5183、5A02相稱於舊牌號中的LF2、LF4)。但是鋁及鋁合金在焊接過程中,易泛起氧化、氣孔、熱裂紋、燒穿和塌陷等題目。此類材質是被公以為焊接難度較大的被焊接材料,特別是小徑薄壁管的焊接更難把握。因此,解決鋁及鋁合金无缝钢管的這些焊接缺陷是施工過程中必需解決的題目。
2 鋁及鋁合金的理化機能及焊接特點
2.1 易氧化
鋁和氧的親和力很強。在常溫下,鋁表面就能被氧化成厚度約0.1~0.2 m致密的AL2O3薄膜。固然這層氧化鋁薄膜比較致密,能防止金屬的繼承氧化,對天然防腐有利,但它給焊接帶來了難題,這是因為氧化鋁的熔點(2050℃)遠遠超過了鋁的熔點(600℃左右),比重約為鋁的1.4倍。在焊接過程中,會阻礙金屬之間的熔合,易形成夾渣,而且氧化鋁薄膜還吸附了較多的水份,焊接時會促使焊縫天生氣孔。 
在我国城乡建设的迅猛发展中,各行各业都需要大批的专业人才,只有掌握一技之长,才能立足于社会,常言说的好:家有万两黄金,不如一技在身。保定市虎振焊接学校是培养焊接专业人才的摇篮。
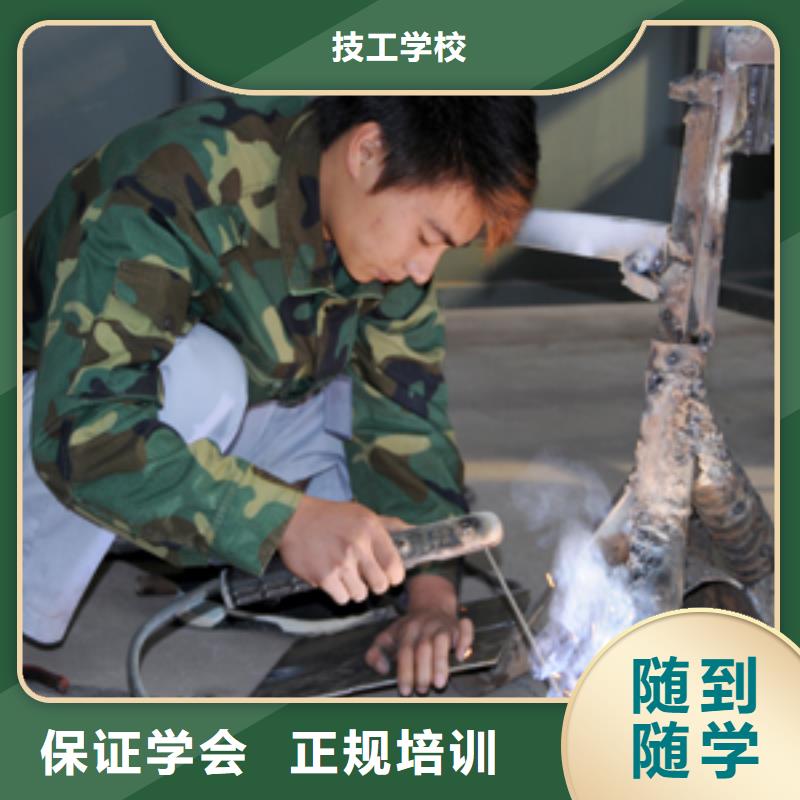
作为金属加工的主要方法之一,焊接技术越来越为世人所瞩目。当前,我国焊接技术人才短缺,远远不能适应新时期的要求。保定虎振学校是经市劳动部门批准的学习各种焊接技术的专业学校。本校规模庞大,师资力量雄厚,教学设备齐全,条件优越,备有宽敞明亮的实习场地。学校实行以实践为主的教学方法,聘请专家和具有多年实践经验的技师和高级焊工任教,以劳动部规定的教学大纲严格执教,并指导亲自操作,包教包会,可签订包会及就业合同。
在人类发展史上留下辉煌篇章的三峡水利工程、西气东输工程以及“神舟”号载人飞船,哪个没有采用焊接结构?以西气东输工程项目为例,全长约4300公里的输气管道,焊接接头的数量竟达35万个以上,整个管道上焊缝的长度至少1万5千公里。离开焊接,简直无法想象如何完成这样的工程。
如果将焊接比喻为我们生命中的阳光、空气和水难免会感到夸张,但勿容质疑的一点却是:焊接今天已经深深地溶入了现代工业经济中,并在其中显现了十分重要、甚至是不可替代的作用。 
焊件不需要預熱.焊前在試板上試焊,當確認無氣孔後再進行正式焊接。采用高頻引弧,起弧點應越過中央線20mm左右,並停留不動約2-3秒,見圖1。然後在保證焊透的情況下,采用大電流、快速焊。焊絲不擺動,焊絲端部不應離開氬氣保護區。如離開氬氣保護區.焊絲端部應剪掉。焊絲與焊縫表面的夾角宜在15O右。焊槍與焊縫表面的夾角宜保持在80O~90O之間,如圖2。為增大氬氣保護區和增強保護效果,可采用大直徑焊槍瓷嘴,加大焊槍氬氣流量。當噴嘴上有顯著阻礙氬氣氣流暢通流暢的飛濺物附著時。必需將飛濺物清除或更換噴嘴。當鎢極端部泛起污染,外形不規則等現象時.必需修整或更換。鎢極不宜伸出噴嘴外。焊接溫度的控制主要是焊接速度和焊接電流大小的控制。
