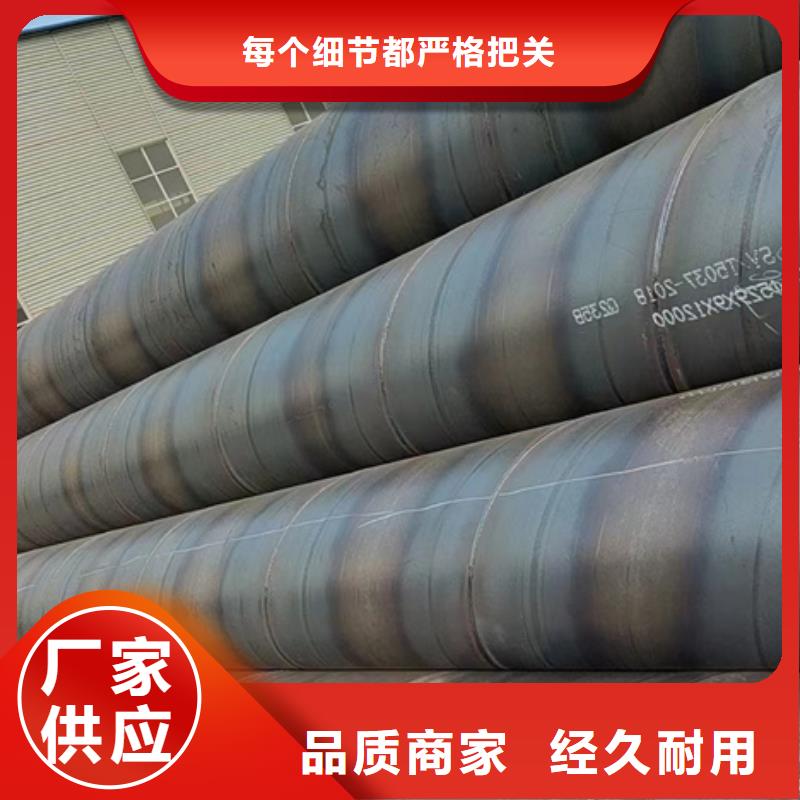





丽水螺旋管浅析其具体的生产工艺流程:
(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。
(2)丽水螺旋管带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。
(3)丽水螺旋管成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。
(4)丽水螺旋管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。
(5)丽水螺旋管采用外控或内控辊式成型。
(6)丽水螺旋管采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。

丽水螺旋管厂介绍埋弧焊螺旋管在生产过程中常见的问题:
丽水螺旋管焊渣的卷入:
入焊渣就是在焊缝金属中残存一部分焊渣.
2.丽水螺旋管焊透度不佳
内外焊缝金属重叠度不够有时未焊透.这种情况叫做焊透度不足
3.丽水螺旋管气泡
气泡多发生在焊道中央其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部消除这种缺陷的措施是首先必须清除焊丝和焊缝的锈.油.水分及湿气等物质其次是必须很好地烘干焊剂除去湿气.
4.丽水螺旋管咬边
咬边是沿着焊缝中心线在焊缝边部出现V形沟槽.咬边是在焊速.电流.电压等条件不适当的情况下产生的.其中焊接速度太高要比电流不适合更容易引起咬边缺陷.

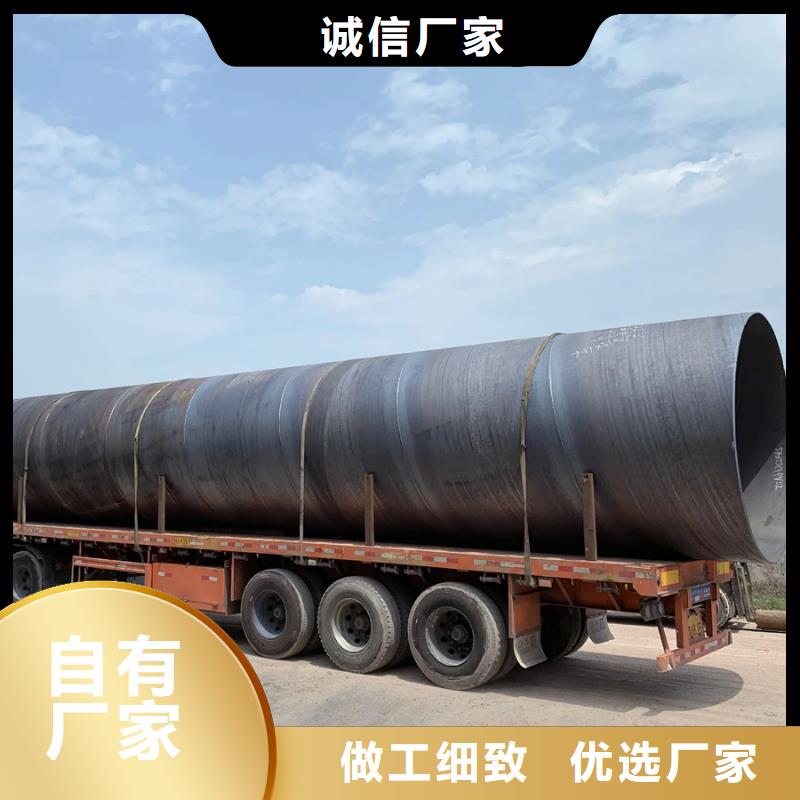
丽水螺旋管厂介绍它的使用质量要求:
1.立管的垂直安装应小于每米3毫米,水平安装应小于1毫米。
2.支管不得焊接在焊缝处,弯曲处应避免焊缝。
3.焊缝要求是直的,焊缝是满的,焊缝表面没有烧穿或裂缝。
丽水螺旋管厂将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1.如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。
2.如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。

丽水螺旋管市场交易方面并无明显变化,主导城市协议户维持周末正常出货水平,二三线商家交易量依旧低的可怜。不过与此同时,市场到货量并不大,以北京市场为例,涨价的12-18mm螺纹钢基本呈现出少货、缺货状态。供需两段基本形成对冲,对行情止跌企稳有一定帮助。今日午后钢坯以稳为主,期钢小幅上涨。预计明日行情整体趋稳。今日,大连市场焊管平稳运行,交易清淡。周初开市,市场成品材交易偏淡,钢坯表现欠佳,下游普通看空。而今日带钢结算价大大高于市场预期,让不少管厂大跌眼镜,后市或更不容乐观。市场方面,面对上游市场的不断调整,本地贸易商却无心跟调。据商家反应,今年本地工程开工量尤其低,使得交易量特别不理想,牛头牌镀锌管市场悲观情绪较为明显。郸螺旋钢管厂限产结束后,英国脱欧再次成为炒作的焦点,然而当成功脱欧的消息传出后,近期螺旋钢管厂市场并没有出现预期的回落走势,而是逆向大幅走高,这使得原本平淡的钢坯市场借机连续上拉。并且在“买涨不买跌”心态的影响下,下游采购积极性明显增浓,整个市场活跃度快速上升。英国成功退欧后,螺旋钢管厂快速拉涨,带动钢坯市场活跃度上升,给原本淡季的钢市增添了一分色彩。眼看7月已至,在螺纹钢期货的引领下,再加上邯郸钢企减产预期的刺激,邯郸螺旋钢管钢坯市场或继续延续涨势。