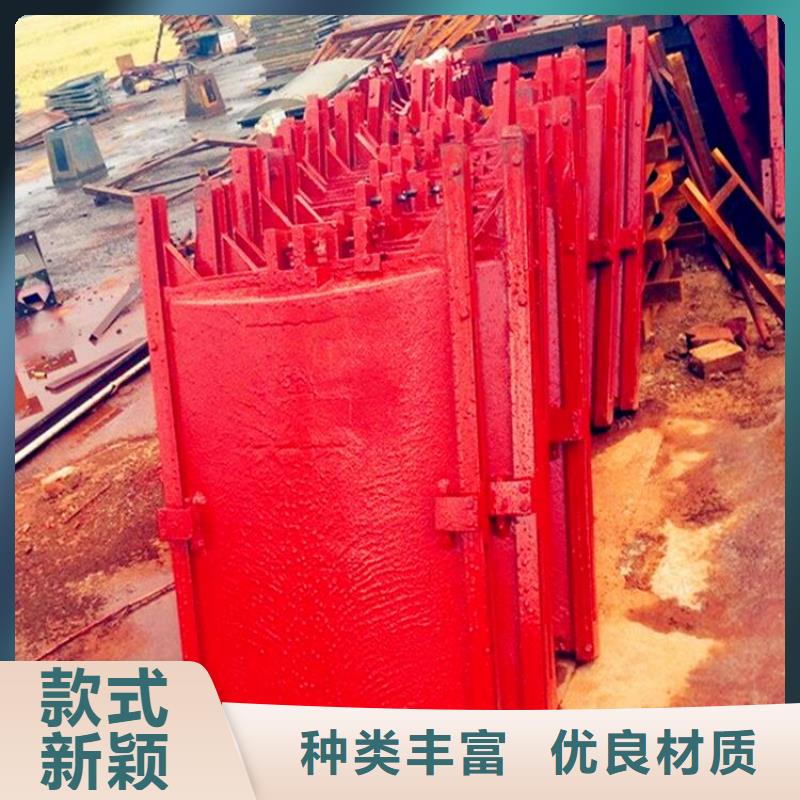







铸铁闸门主要由闸框和闸板两大部分组成。
闸框是闸板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力安全传递到闸室中。为科学合理节约材料及减轻自重,其断面制成格构式,断面尺寸按所受荷载大小和闸板运行情况综合考虑。闸板是用来封闭和开启孔 口的活动挡水构件, 板面四周设铸铁边框梁 , 为提高闸板的强度 , 板面制成拱形, 拱的圆心角按 6 0 度设计,以降低其所受的水压力。为便于制造、 运输和安装 , 闸板可制成上下几部分 ,待到安装现场后再用螺栓连接组装成整体 ,连接处上下板设置法兰和筋板使其成为闸板的中间横梁, 以提高闸板的纵向刚度 , 在宽度方向设置纵向筋板 ,以提高其横向刚度,同时起到纵梁的作用。
闸板是直接承受水压力的挡水构件, 闸框是闸板四周的支承构件, 同时也是闸板上下运动的滑道, 滑道以外部分镶嵌于闸墩及闸底的二期混凝土中, 将闸板所承受的水压力均匀地传递到闸墩及闸室底部。闸框迎水面四周与闸板框四周背水面接触处经机械精制、 加工刨光后平直光滑、 贴合严密, 使结合面、 止水面与运动滑道合三为一。在启闭机作用下, 当闸门启闭运行时, 紧闭斜铁和闸框滑道确保闸门的纵横运行轨迹, 在水压力和紧闭斜铁的双重作用下, 确保闸板运行平稳 , 使闸板与闸框滑道紧密贴合, 从而达到有效止水的目的。

常见的铸铁闸门防冻措施,主要有以下三种:1、水泵搅动法,就是在铸铁闸门门槽及面板附近布设管路,利用潜水泵抽取库内的水,在水表面排出,在弧形闸门前形成水的循环,形成不冻的水面,进而防止闸门附近水面冻结。2、压缩空气吹气法,就是在铸铁闸门门槽及面板附近布设管路,利用空气压缩机定时将空气管道引入水面,利用温度较高的压缩空气,在弧形闸门前吹开一个不冻的水带,以此来保护闸门,以免闸门被冻住影响其正常使用。3、电加热法,就是利用电加热手段配备保温设施,加热闸门表面的水层,形成一个不冻的水带,以此来保护闸门,以免闸门被冻住影响其正常使用。总的来说,闸门防冻措施主要是水泵搅动法、压缩空气吹气法和电加热法三种,但其实,这三种闸门防冻措施的本质是在水表面加入热量,保证加入的热量大于闸门表面的流散热量,从而保证闸门不被冻住;从理论上讲水泵法消耗电功,即热经济性,压缩空气法差,电热法居中。考虑工程技术和投资综合因素,利用蒸汽或电加热的方法,其设备比较复杂,费用昂贵,所以,水泵法是的方法,我们应将水泵法作为方法。以上就是关于闸门防冻措施的内容介绍,希望大家能够了解。至于大家要选择哪种闸门防冻措施,还要根据闸门的实际使用情况来选择,只有这样,才能选择适合的闸门防冻措施,以此保证闸门正常运行。
闸门通常用于许多水利系统、市政污水和自来水厂,铸铁闸门可以对各种河水、江水和工业污水起到很好的控制作用。而且,闸门本身具有相对紧密的结构,这项工作也很可靠,无需手动即可打开和关闭,这是目前被广泛使用的主要原因。铸铁闸门的铸铁支座是封闭式柱状结构。主要是用来承受启闭闸门时的重力或支反力,在内装承重轴承,外型比较的精美。铸铁闸门的护罩由薄壁不锈钢管制成的,其长度一般比闸门行程大了200mm,让一端密封住,另一端用螺栓固定在卷扬启闭机上部电动装置上,可以有效保护丝杆螺纹免受损坏。点击进入看图评论注意事项:如果操作人员工作马虎,不按闸门启闭程序先检查后操作或原操作人员因事请假,代班人员在不熟悉启闭程序和方法时,盲目操作,如将启闭方向反向,当闸门处在关闭状态时开闸,电动启闭时按错按钮或人工启闭时摇反方向,把闭闸的方向误操作为开闸。有的是在闭闸时操作人员思想不集中、闸到下限位置未能即时停机,有的是螺杆的限位螺母、限位标志移位,不起限位作用。电动启闭机还会遇到供电部门在维修电器设备或供电线路时电源相序变动,致使启闭机上的电动机改变了原运转方向导致启闭机启闭方向的改变。此时如闸门处在关闭状态时开闸,必将发生顶闸事故。随着我国科技的发展,在材料的研究方面取得了重大的突破,如今很多地方已经应用到了玻璃钢和高密度聚乙烯材料制作的闸门。因此我们可以预测到,在未来,复合材料制作的闸门将是闸门发展的一个主要的方向,采用复合材料制作的闸门,不仅具有新科技材料具有的诸多优点,同时应用在水利方面由于它强度高、密度小等优势,也有很大的帮助,这是传统的闸门材料所不具备的。另外,新材质的闸门在重量、开启速度和方面也会有很大的突破。未来的闸门,重量将会越来越轻,开启速度将会越来越快,闸门也会更加的便宜。这样才能更好的满足人们的需求,进而扩大闸门的市场,使得更多的领域都用到闸门,目前很多科学家已经在朝着这个方向研究并取得了阶段性的成果。
铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
4.2喷锌
外观质量目测检查,镀层表面应均匀无杂物、起皮、鼓泡、孔洞、凹凸不平、粗颗粒、掉块及裂纹等缺陷。
镀层附着力用划网络格法检查,具体操作按规范(DL/T5018-94)执行。镀层厚度一般为120-250μm,用磁性测厚仪测定,测点合格率不得低于85%。
