


更新时间:2025-02-26 09:46:16 浏览次数:1 公司名称: 聚晟护栏制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 216/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 98989868 |
| 运费说明 | 电议 |
| 最小起订 | 100米 |
| 是否厂家 | 是 |
| 产品品牌 | 聚晟 |
| 产品规格 | 齐全 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 可定制 |
| 适用领域 | 桥梁 道路 公路 公园 市政 |




 <遂宁>聚晟护栏制造有限公司
遂宁不锈钢护栏产地货源
<遂宁>聚晟护栏制造有限公司
遂宁不锈钢护栏产地货源
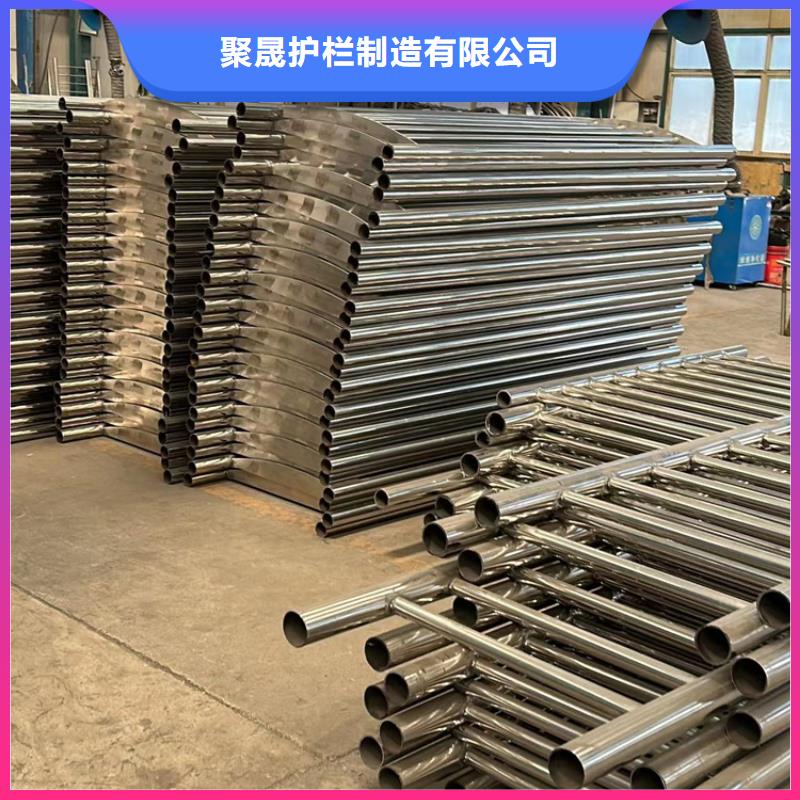
不锈钢护栏空心实心区别 空心栏杆所用的原材料与实心栏杆差不多,通常常见的是304不锈钢。304不锈钢具备了非常好的耐腐蚀性、耐热性,同时,304不锈钢还具备了良好的韧性、防锈性。所以,它的热加工性能非常好。空心栏杆因为内部是空心结构,所以重量会轻。在进行安装的时候,由于它重量轻、且加工性能比,所以整个施工方面也非常的快速方便。除此之外,由于是空心栏杆的结构,所以运用到的304不锈钢材料少,从某种程度上面也了栏杆的造价。 实心栏杆所用的原材料主要是以201和304不锈钢为主,常运用的地方为楼梯。201不锈钢因为材质硬,但是又因为201不锈钢易断裂,所以用于加工实心栏杆会。相对于201材质,304材质在韧性上面具有优势,而且这种不锈钢含有镍多,所以防锈功能更加好。一般情况下,304不锈钢性价比高,所以采用304加工实心栏杆的也多。不过,实心栏杆因为重量重,所以在安装时会困难。而且,由于是实心,所以采用的不锈钢材料多造价高。因此,实心不锈钢栏杆的也会贵一些。

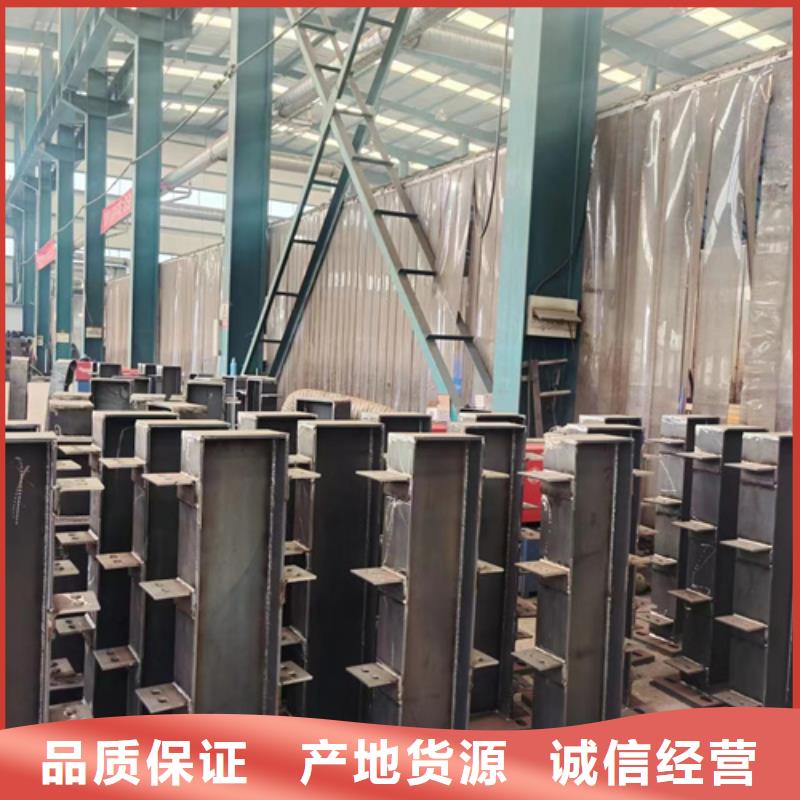
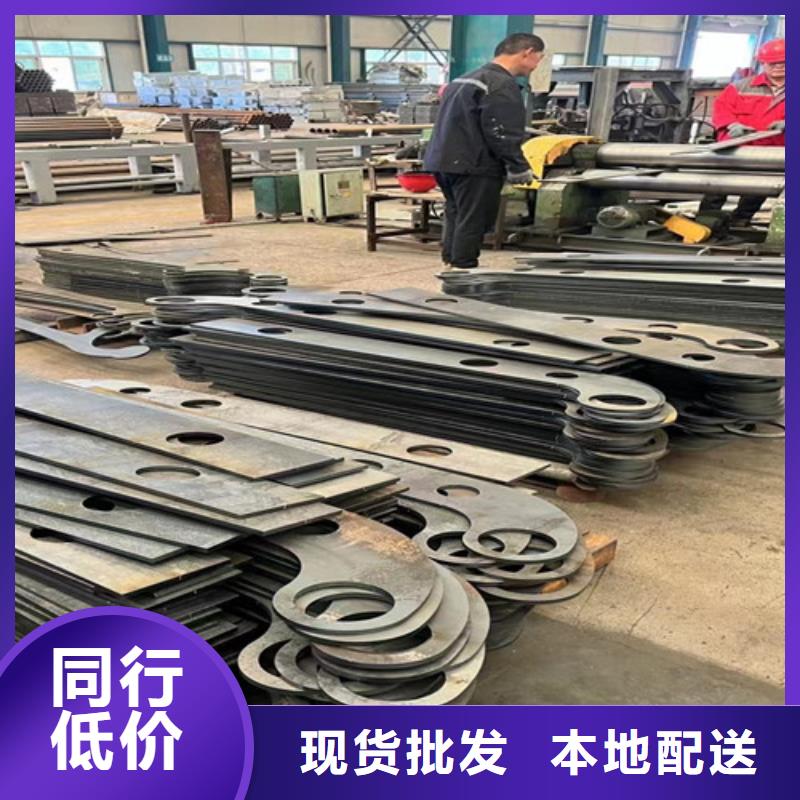
桥梁护栏材质分类: 1、 不锈钢桥梁护栏。不锈钢护栏会根据客户的需要选择不同型号的不锈钢,如201,304。世跃不锈钢护栏产品都是选择标准材料,按照标准进行设计生产,防锈能力强。 2、 锌钢桥梁护栏。锌钢是传统的铁艺经过人镀锌处理做成的材质。铁艺护栏相对来说防锈性能更好,使用寿命更长一些。锌钢桥梁栏杆的设计非常时尚,适用于多种类型的桥梁。 3、桥梁护栏。泰科石是由发展与统计大学联合研发的一种新型无机高分子材质,并获得了 。泰科石的特点是强度高,硬度高,使用寿命长,可塑性好。泰科石桥梁栏杆有多种形态:仿石栏杆、仿木栏杆、加工的栏杆。 4、不锈钢桥梁护栏长度:可随意 护栏主要用于住宅、公路、商业区、公共场所等中对人身安全及设备设施的保护与防护,之后既是波形护栏的品质了,大家不得不提,所有的采购者都想采购的波形护栏。不能随便出现问题,能够使用,难免损耗很多的。波形护栏一般按设置地点和防撞等级来分类,接下来给大家详细地介绍一下波形护栏的施工细节首先,合肥制造的屏障板均严格按照标准进行,安全使用,将其喷涂在玻璃钢外层再罩上一层透明树脂。便形成了一层透明保护膜,即不影响其放出光又不怕风吹雨打,不发生褪色与剥落。终生实现免维护,如何抵抗波形护栏板的影响。广泛应用于高速公路


不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
