


护栏-【不锈钢复合管护栏
】款式新颖的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:护栏-【不锈钢复合管护栏
】款式新颖的图文介绍


因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。



俊邦金属材料有限公司聚集众多的 云南迪庆桥梁防撞立柱管理和技术精英,是一个集开发、生产、 安装于一体的现代化企业。我公司设备先进, 云南迪庆桥梁防撞立柱用料考究,为卓越品质打下坚实基础,产品行销全国各地。只因有您的大力支持,才有今天的蓬勃发展,我们再次期待与您合作,有幸再为您提供优质服务。



冷成型复合管的优点是生产工艺比较简单,较便宜。缺点是界面非扩散结合,只是依靠对外层进行的冷加工来获得紧密配合,因此冷加工复合管如果遭遇高温就有分层倾向,复合管会因应力释放而失效。这就限制了冷加工管的使用环境和应用领域。胀接分机械胀接和液压胀接两种。机械胀接是目前生产不锈钢复合管的一种主要方法,它是利用滚胀芯轴回转挤压使复合管内管发生塑性变形,外管发生弹性变形,从而使复合管的外管对内管产生接触压力,以达到复合管内外壁的紧密贴合。液压胀接原理与机械胀接相同,只是用管内高压水施压代替滚胀芯轴回转挤压。机械胀接时胀接力大小难以确定,易发生欠胀或过胀,且多次滚胀易造成衬里开裂。液压胀接时胀接力均匀且大小可进行计算,因此更具优越性。两种胀接法的共同缺点是内外层只是机械结合,和拉拔成型一样,在高温环境下会因应力松弛而分层失效。 目前金属复合无缝管冷成型法大致有以下两种:内扩涨型和外减径型。内扩涨型,即:采用两种材质的无缝管相互穿套(如外管采用一般普碳钢无缝钢管,内穿一薄壁不锈钢管作为内层金属管),在内管中施以高压,使内层无缝管发生塑性变形外层无缝管仅产生弹性变形,从而使内管与外管紧密结合,形成双金属复合无缝管。外减径型,即:仍采用两种材质的无缝管相互穿套,对外层管进行减径拉拔或轧制,使内管与外管紧密结合,形成双金属复合无缝管。



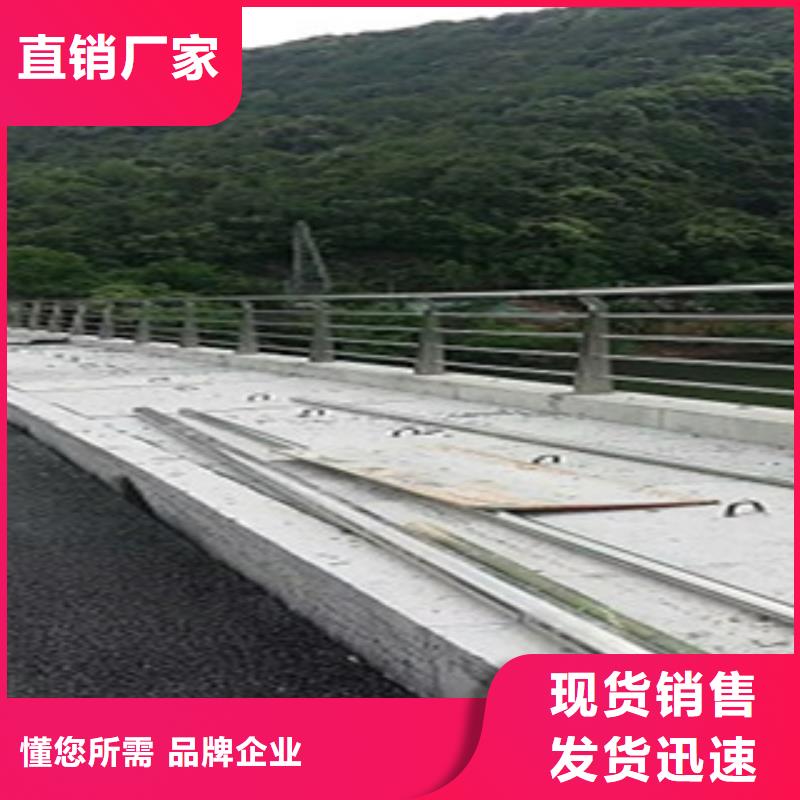
桥梁由于路侧护栏本身也是障碍物,在条件许可的情况下,路侧护栏应设置得尽可能远离行车道。这样,偏离行车道的车辆能够大可能地无事故地重新驶回行车道。路侧物体距离行车道边缘超过一定值后,就不被认作障碍物,驾驶者一般不会因之降低车速或改变车辆在行车道上的位置。这个距离称为横向偏位。这个距离随车速的不同而不同。根据我国的公路技术标准⑤的规定,我国各级公路横断面均能满足此要求。但是,必须注意要确保路侧护栏与其他构造物相连时适当的过渡设计;还应注意要确保护栏与障碍物之间适当的距离。 桥梁护栏碰撞时变形设置的思考:护栏碰撞时的变形不仅是形式选择的重要因素,也是设置的重要因素。尤其是被防护的障碍物是刚性物体时,护栏与物体之间的距离应足够大以避免车辆在刚性物体上绊阻。桥梁护栏与刚性物体之间的距离不应小于10t重的车、15°碰撞角、60km/h车速时碰撞的动态变形。有些情况下,护栏与物体之间的距离可能小于这个变形量,应增强固定物体前护栏的刚度。一般用以减少半刚性或柔性护栏的变形量的方法主要有:减少立柱间距、增加柱子尺寸、增加梁的刚度等。因此,不锈钢桥梁护栏的距离设置也影响了桥梁整体的安全系数及性能。

