



<朔州>神悦钢材有限公司
然后,加热到规定温度,或进行炉冷(退火);或将炉门打开,朔州螺旋管-保温螺旋钢管-大口径螺旋钢管-Q235B螺旋钢管-螺旋钢管厂实行空冷(正火,回火):或者为了进行水冷(固溶处理。淬火)将台车拖出炉外。炉子设备简单,投资少,适于生产量较小的热处理。操作的仲缩性强,易于安排。但是,炉温分布不均是难于避免的。虽然也有在炉顶安装搅拌风机的炉子,但也不能解决问题,因为管子是堆积在一起的,其加热速度和速度往往有很大差异。螺旋钢管为了弥补加热不均的影响,不得不延长在炉时间,致使热处理效率低,可靠性差。由于热处理过程中管子是固定不动的,有易产生弯曲的缺点。车底式炉子的台数有逐年减少的倾向。是车底式光亮热处理炉示例,连续式炉将管料连续地装入固定的加热装置中,从另一侧出料。钢管的这种搬运方法是连续式炉子的特征。顺着管子线往炉内送料的有:筒形炉,辊底式炉;与管轴线成90°角往炉内送料的有步进式炉。
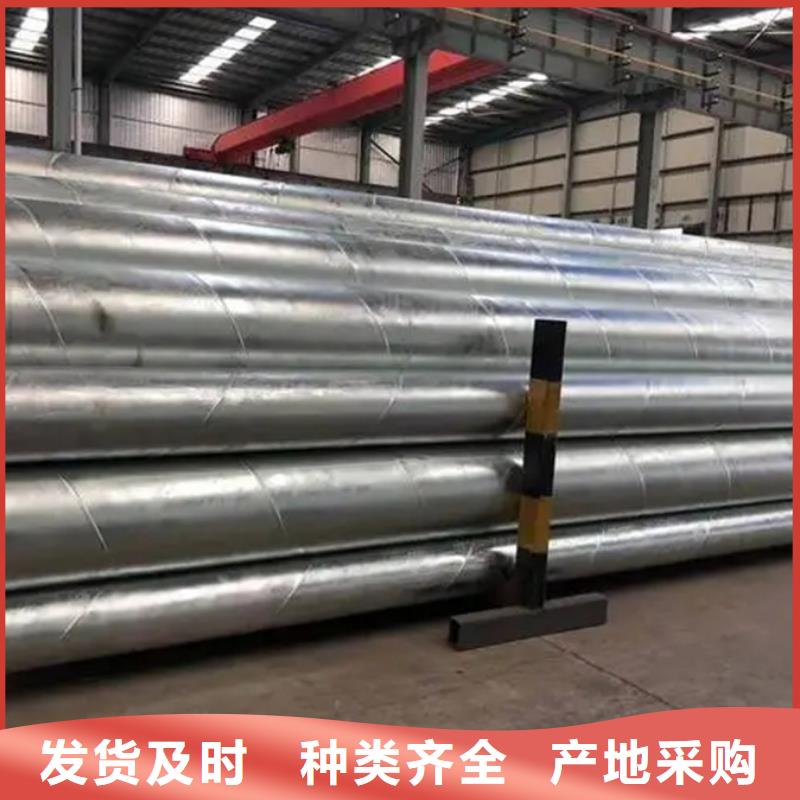
一层环氧粉末(FBE>100um) 二层胶粘剂(AD)170~250um 三层聚乙烯(PE)2.5~3.7mm 6、通过以上厚度分析进行3PE防腐后的钢管跟裸管的重量基本差不多,重不了多少,所以很多人在算重量的时候都是按照裸管的重量进行核算。 聚乙烯面层的主要作用是起机械保护与防腐作用,朔州螺旋管与传统的二层结构聚乙烯防腐层具有同样的作用。因此,该管材具有众多技术特点,广泛应用于各类建筑的冷热水的给水系(新型环保)防腐衬塑钢管的技术衬塑钢管继承了钢管和塑料管各自的优点,并且根据市场需求、生产工艺、防腐措施统。.温度适应范围广:脱硫衬胶管道可以在-°C~+°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。.温度适应范围广:脱硫衬胶管道可以在-°C~+°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。矿用涂塑管它是在普通钢管喷砂、硫化表面处理的基础上,根据工作环境、使用压力、输送介质等条件,采用高分子矿用聚乙烯粉末材料喷涂在钢管表面,经加热固化后形成一层均匀、致密的塑料涂层。聚乙烯面层的主要作用是起机械保护与防腐作用,与传统的二层结构聚乙烯防腐层具有同样的作用。


采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。 三. 其它的成形方法 除上述三种常用的成形工艺以外,无缝弯头成形还有采用将管坯挤压到外模后,再通过管坯内通球整形的成形工艺。但这种工艺相对复杂、操作麻烦,且成形质量不如前述工艺,故较少采用。 朔州防腐螺旋管弯头只能做小口径的,如果管子规格太大,很难买到成品冲压弯头,只能使用焊接弯头。由于焊接弯头焊缝更多,所有使用性能不如冲压弯头,容易被腐蚀漏。且由于冲压弯头是成批生产,所以上较焊接弯头便宜。现在有精铸弯头,可以做316L的,抗腐蚀性能更好。
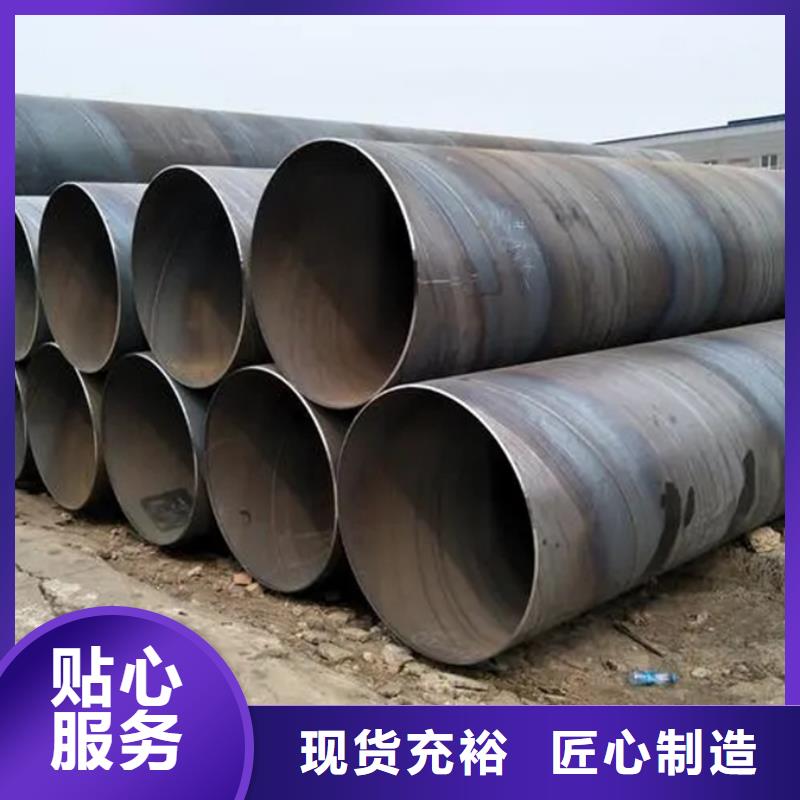
朔州防腐螺旋管是一种以带钢卷材为原材料制成的螺旋缝钢管,通常在一定温度下挤压,并通过自动双丝双面埋弧焊进行焊接。主要生产工艺如下:带钢卷,焊丝和焊剂。在使用之前,必须使用单丝或双丝埋弧焊对带钢的头部和尾部之间的对接进行严格的物理和化学检查。将防腐螺旋钢管轧制成钢管后,使用自动埋弧焊进行修补焊接。修边,表面清洁,输送和翻边前处理使用电接触压力表控制输送机两侧的滚筒压力,以确保带材的平稳输送。采用外部控制或内部控制的辊压成型。焊接间隙控制装置用于确保焊接。接缝间隙满足焊接要求,并严格控制管径,错位量和焊接间隙。内部和外部焊接由美国林肯电焊机进行单丝或双丝埋弧焊,以获得稳定的焊接规格。所有焊缝均通过在线连续超声波自动探伤仪进行检查,以确保螺旋焊缝的无损检测范围。如果有缺陷,防腐螺旋钢管将自动报警并喷洒标记,生产工人将根据此随时调整工艺参数,并使用空气等离子切割机将钢管切割成单管。切成单根管后,每批三个钢管必须经过严格的检查系统,检查机械性能,化学成分,焊缝的熔合状况,钢管的表面质量以及无损检查,以确保确保制管过程合格,然后正式投入生产。焊缝上带有连续声探伤痕迹的零件将被手工超声处理。用X射线检查是否有缺陷,修复后再次进行无损检查,直到确认缺陷是带钢对接焊缝和D型接头的管子与防腐螺旋钢管缝相交为止,防腐螺旋钢管都经过X射线电视或胶片检查。确保每个钢管都经过静水压力测试,并且压力采用径向密封。试验压力和时间由钢管液压微机检测装置严格控制。通过对管端进行机械加工,可以自动打印并记录测试参数,防腐螺旋钢管从而可以控制端面的垂直度,斜角和钝角。期待与您的合作! 螺旋钢管为提高防腐,涂油,包装效果,希望钢管表面光滑的用户也日益增多。