

联系我们

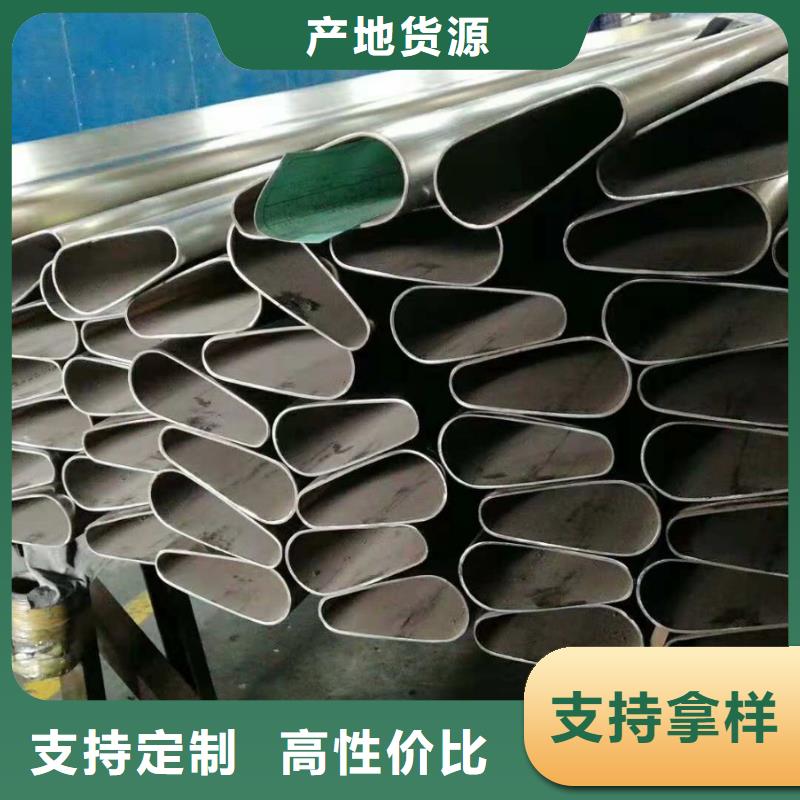
异型梅花管定尺定做4米定尺
更新时间:2025-02-24 12:47:20 浏览次数:1 公司名称:无锡 乐道精密钢管厂家有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4800元 |
| 发货期限 | 2天 |
| 供货总量 | 1000 |
| 运费说明 | 物流 |
| 最小起订 | 1吨 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
| 产品材质 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
| 产品品牌 | 乐道 |
| 产品规格 | 规格齐全 |
| 发货城市 | 无锡 |
| 产品产地 | 无锡 |
| 加工定制 | 定制 |
| 产品型号 | 型号齐全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 金属 |
| 质保时间 | 一年 |
| 外形尺寸 | 方形 半圆 椭圆 拱形 |
| 适用领域 | 工业输送管道以及机械结构部件 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 456 |
| 工作温度 | 560 |
| 生产工艺 | 冷拔 |
| 交货状态 | 冷轧或退火(根据客户用途) |
| 执行标准 | GB/T3094 |









池州异型管可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。
因此,池州异型管以轧制方法生产为主。在现代化的轧钢生产中,使用 轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用 轧机尚不能对翼缘边端施以压下。
这样就需要在 机架后设置轧边端机,俗称轧边机,池州异型管以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次,或者是令轧件通过由几架 机座和一两架轧边端机座组成的连轧机组。
池州异型管送料装置的中心线与冲压机械的中心线必须设置在同一直线上。如果不在一条直线上,开卷后的材料被送到模具时,相对于模具就是倾斜的,模具内部的材料导向,送料装置的侧面导向等都会发生很大的抵抗,在很大程度上降低送料的精度。
池州异型管材料幅度方向的波纹形状一定要小。随着板厚的增加鼓起也会增加,严重时2000mm的长度范围内会有5mm以上的鼓起,这样的材料就不能送料了。
池州异型管与表面非常光滑的卷材相比,表面粗糙的钢板和送料装置辊轮间的摩擦系数要高,所以异型管送料精度会相应地得到提高。需要注意的事,粗糙面压延钢板是在冷轧延伸时,在材料表面会形成非常细小的凹凸,这些粗糙的面会造成轧制油的残留,也便于拉深加工。
池州异型管驱动送料辊轮的齿轮类齿隙比较小,驱动送料辊轮的伺服电机可以灵活、适度地加、减速。
池州异型管轧制油膜对送料精度产生影响,轧制完成后如果放置时间过长,轧制油就会发生干燥固化现象,送料时材料就会与送料辊轮发生滑动,使送料的精度下降。
池州异型管材料从很宽的材料剪切时,因剪切装置的精度和刚度原因剪切下来的材料幅度会出现正、负误差。在通过模具的导向柱时,材料过窄就会产生间隙,发生抖动,使送料的精度下降。在通过模具的导向柱时,材料过宽会被压缩变形,也会严重降低送料精度。
池州异型管卷材是由很宽的压延钢板卷曲而成的,相对来说靠近中央附近的精度比较好,幅宽方向的两端呈现逐渐变薄的现象,厚度的精度明显变差。此时,幅宽精度比较差的卷材也会影响送料精度。
池州异型管粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,椭圆管重焊前清理焊缝缺陷或清除多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
池州异型管焊接引弧斑痕。椭圆管焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,椭圆管留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
池州异型管焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以消除飞溅物的附着力。椭圆管焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。