

联系我们

钢板_方管诚信为本
更新时间:2025-02-25 04:22:35 浏览次数:4 公司名称:聊城 聚贤丰汇金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |






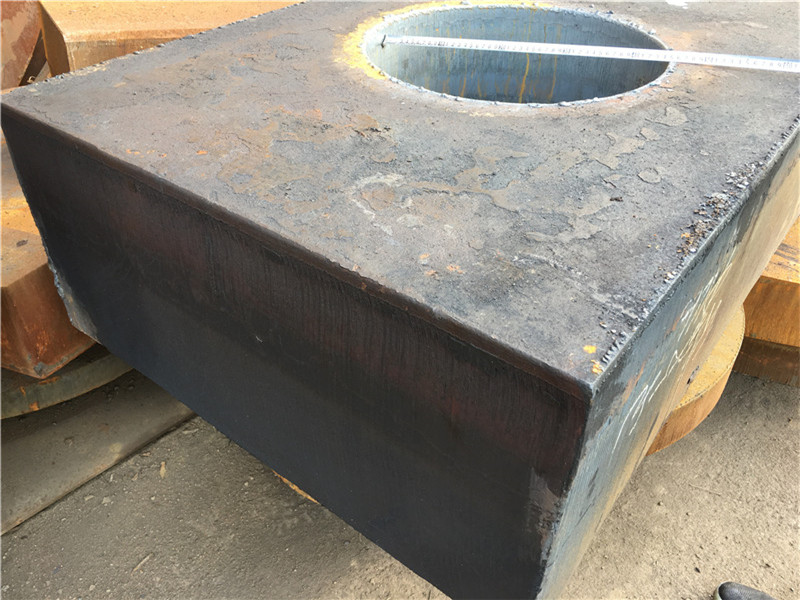
9Cr2MoV合金钢板用什么方式切割比较合适
并不是等离子切割比火焰切割更先进,而是等离子切割可以利用普通大众的切割需求。特别适用于钣金切割。其实也是数控切割机,火焰的切割精度比等离子的要高,因为火焰切割没有沟槽的问题。但是火焰切割不能切割有色金属,如上所述,火焰切割不能切割过薄的钢板。所以理论上等离子体只能切割厚度小于50mm的钢板
对碳钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合切割厚钢板。有些削减得很快,有些则很慢。有些是低的,有些是高的。有的精度高,有的精度低。本文将简要介绍数控成型切割机上使用的四种主要方法,比较各种工艺的优缺点,并提供一些标准,可以用来确定哪一种工艺最适合您的应用。
9Cr2MOV钢板氧气切割
氧气炬或火焰切割是迄今为止用于中碳钢的最古老的切割技术。一般认为工艺简单,使用的设备和耗材相对较低。氧气气炬可以切割很厚的钢板,主要受能输送的氧气量的限制。用氧气炬切割36或甚至48英寸的钢板并非闻所未闻。然而,在板材成型切割的情况下,大部分工作是在厚度达12英寸的钢板上完成的。
经过适当的调整,氧气炬可以实现表面光滑的垂直切割。下边缘几乎没有渣,上边缘由于预热火焰只呈圆形。这种表面非常适合许多不需要进一步处理的应用。
虽然氧气气割适用于1寸以上厚度的钢板,但可应用的钢板切割厚度可低至1/4寸,但只有一些困难。这一过程相对较慢,在1英寸的材料上可以达到每分钟20英寸。氧气气割的另一个优点是可以方便地用多个切割炬同时切割,从而实现生产率的倍增。
9Cr2MOV合金钢板等离子切割异形件
等离子弧切割是一种理想的碳钢切割工艺。它的切割速度远高于氧气切割,但会牺牲一些边缘质量。这就是等离子切割难以处理的地方。边缘质量有一个 位置取决于切割电流,通常范围从1/4"到1.5英寸。总体而言,当钢板确为薄或厚(超出上述范围)时,虽然刃口平整度和挂渣性能可能仍然比较好,但刃口的垂直度就会开始被破坏。
子切割可以同时使用多个切割炬进行,但额外的成本因素通常将其限制为两个切割炬。然而,有些客户确实选择在一台机器上拥有多达34套等离子系统,但这些客户通常是高端制造商,他们切割大量相同的部件来满足生产线的需求。
激光切割适用于从最小校准厚度到1.25英寸左右的中碳钢。超过1英寸时,材料(激光级钢)、气体纯度、喷嘴条件、激光束质量等因素必须正确后方可可靠运行。
激光技术不是很快,因为从根本上讲,激光只是将聚焦的激光束(而不是预热的火焰)极端高温应用于中碳钢的燃烧过程。因此,反应的速度受到铁与氧之间化学反应速度的限制。然而,激光技术具有很高的精度。由于切割宽度窄,可切割轮廓和小孔,精度高。边缘质量通常是相当理想的,细齿和延迟线非常小,边缘非常方,很少甚至没有挂渣。


50CrNi钢板现货市场走高,成交并没有达到预期
上海市场花纹板卷主流震荡运行。截至发稿时,H-Q235B3.0*1250*C花纹板卷首钢资源售价在6060元/吨,本钢资源售价在6070元/吨,日照资源售价在6090元/吨;H-Q235B4.5*1250*C花纹板卷首钢资源售价在5960元/吨,日照资源售价在5990元/吨;H-Q235B5.5*1500*C本钢资源售价在5970元/吨。
今日期货市场震荡运行,现货市场观望情绪较浓,商家稳中偏弱,市场成交整体一般。
目前需求整体偏弱,成交难有明显好转,商家多持观望态度。预计短期内上海花纹板卷市场维持震荡运行。
金华冷轧板卷暂稳。截至发稿,1.0*1250*C马钢冷轧报盘6460元/吨,1.0*1250*C涟钢冷轧报盘6450元/吨,0.5*1000*C大自然冷轧报6630元/吨。
市场概述,今日期货全线飘红,50CrNi钢板现货市场早盘弱势观望,下午小幅调整。心态方面:现货市场走高时候,成交并没有达到预期,贸易商心态仍然偏谨慎。库存方面:经过市场调整回落之后,冷轧仍然维持较高位,库存累增较为明显,贸易商自身压力增强。总体来说现货以低价位成交为主,拉涨幅度并不明显。但是受外围环境影响,50CrNi热轧钢板强势拉涨之后,金华冷轧仍震荡偏强运行。
宁波冷轧板卷暂稳。截至发稿,1.0*1250*C本钢冷轧报盘6410元/吨,1.0*1250*C鞍钢冷轧报盘6460元/吨,1.0*1250*C鞍钢天铁冷轧报6360元/吨。
今日电子盘偏强运行,早盘宁波热轧现货上涨10元/吨。近期受期货盘面和环境影响,宁波冷轧现货市场大幅拉涨,现在主流成交价在6410-6460元/吨,近期成交转好。贸易商心态方面,现货市场大幅拉涨,在一定程度上提振贸易商心态,但是经历过五月份急涨急跌之后,心态仍然以谨慎为主。库存方面,受上两个月订货成本的影响,宁波地区冷轧开始出现降库。加之,政策面影响粗钢产量,供需出现偏紧,故预计宁波冷轧偏强运行。
兰州50CrNi热轧钢板市场持稳运行,截止发稿,酒钢热卷资源4.75*1500*C报5650元/吨,较昨持稳。
今日黑色系期货震荡走高,提振市场心态,外围城市多跟涨,兰州热卷早盘低价出货,成交小幅放量。午后酒钢热卷出厂上调,市场部分跟涨,但成交显难。近期宏观政策利好市场,尽管处于淡季,但市场涨价意愿较大。综上,预计明日兰州热卷市场或将继续延续强势。
50CrNi钢板现货市场走高,成交并没有达到预期
西安市场中厚板较昨上涨20,市场成交分化。截止发稿时,市场12mm普板5600元/吨,14-25mm普板5500元/吨,14-25mm低合金板5700元/吨。具体来看,今日黑色系期货整体走强,热卷主力合约至收盘已逼近6000点,午后市场交投氛围渐起,询盘增多。当前市场需求上看,近期西安及周边地区受高温天气影响,下游需求有所放缓,且连续数日的涨幅抑制部分需求,整体成交量一般。期货高涨,现货需求乏力,使得市场商贸心态分化,部分悲观者低价降库回笼资金,使得市场不时有低价资源放出,50CrNi钢板成交愈发分化。尽管整体下游原料采购节奏放缓,但中间贸易环节低价成交相对活跃,整体市场有一定上行动力。需要注意的是,本月各地限产政策屡见不鲜,若政策文件落地后,整体钢材资源量将减少,供需结构或有所转变。
当前市场心态分化,部分商贸消极“避市”,主动低价降库,但同时仍有部分资金逐步入场,多空博弈下,市场波动增大。在宏观消息提振及需求复苏预期下,西安16Mn板材市场仍有一定上行空间。
50CrNi钢板现货市场走高,成交并没有达到预期



20g锅炉钢板切割后期导致变形是什么原因
在厚钢板切割中,温度是从上表面向下递减的,切割开始时,氧气压力逐渐增加, 在钢板厚度方向达到一致,这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,为避免缺陷的产生可采用以下方法:
1,采用圆弧进刀增加引入线长度,避免直接切入点,此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
2,采用引燃棒,该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切聚贤钢板切割入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面,引燃棒可采用切割下来的边角料代替,此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率,引燃棒在切割特厚钢板中较为实用。
堆焊复合钢板由于硬度高,双层特性,因此机加工需要注意以下事项:。
切割:可用等离子切割,水刀,电火花,碳弧,砂轮锯将大面积复层钢板切割成所需要的形状,方法是用空气或者惰性气体等离子弧进行天津钢板零割切割,推荐方法是从合金背面开始切割,碳弧切割应从基板一面开始切割,如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
20g锅炉钢板切割后期导致变形是什么原因
弯曲:堆焊复合钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆,凹面成型,合金裂纹由于向内应力将紧闭,凸向成型,裂纹将变大开裂,这是正常现场,如果开裂过大,使用相应焊条进行修补,卷曲成管,按推荐最小弯曲半径进行。
开孔:大孔可以采用等离子切割,小孔推荐使用水刀,电火花等,无锡钢板加工装配螺栓用的沉头孔可以采用特殊工艺进行加工。
焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐,堆焊复合钢板也可以焊接到其他钢结构上。
塞焊:可用等离子或者碳弧气刨在堆焊复合钢板上开孔,通过塞焊的方法与其他钢结构件连接。
螺栓固定:可以焊接方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在堆焊复合钢板上开孔,通过螺栓与其他工件连接。
20g锅炉钢板切割后期导致变形是什么原因
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致:(1)横向冷却严重不均匀,(2)厚度方向冷却不对称,(3)横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度,降低内应力的条件,横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到消除波浪弯,均匀化钢板内应力的目的,调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。



聚贤丰汇金属材料有限公司自成立以来,一直以“诚信服务、诚信合作”的经营理念为基本准则,赢得了广大客户以及 湖北孝感20CrMnTi圆钢企业的信任和支持。欢迎广大新老客户前来洽谈。


