



想知道【数控等离子切割机光纤激光切割机品牌企业】产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:【数控等离子切割机光纤激光切割机品牌企业】的图文介绍

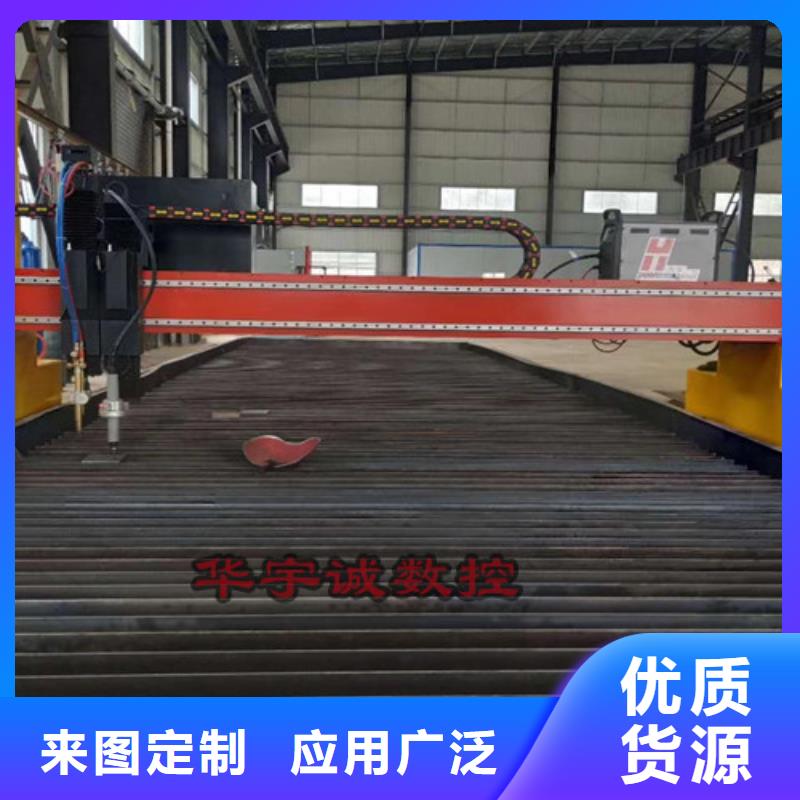
华宇诚数控科技有限公司
华宇诚数控科技有限公司主营 陕西西安激光光纤切割机。公司经营多年来,“以诚信求生存,以质量谋发展”为宗旨,我公司不断引进高素质人才,打造自己的队伍,争取在业内创造丰碑。长期现货供应,直销,工艺精湛,产品质量保障,凭着诚信为本,科学生产,严格管理,完善服务的企业宗旨,依靠优秀的企业员工精心打造国际品牌和产品,我们竭诚与国内外新老客户紧密合作共创企业辉煌的明天。



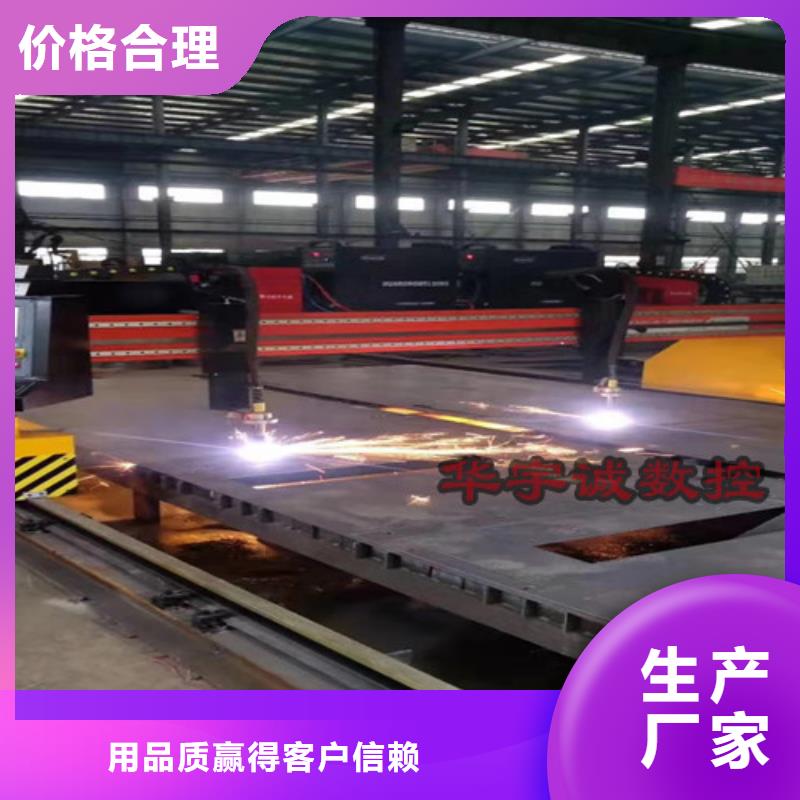
数控等离子切割机主要的应用领域为:不锈钢、铸铁、铜、铝及其他有色金属的板材等,主要用于平面切割非规则图形,理论上只要用AUTOCAD能画出来的图形就能切割(半径小于2倍等离子割缝宽度的图形无法切割)。一台完整的数控等离子切割机主要由等离子发生器,数控系统,机床和供气装置(空气压缩机)几部分组成。等离子发生器及其割炬组直接决定切割质量,数控系统及机床直接决定切割精度,供气装置直接影响切割质量,也是等离子发生器工作的必备条件。
数控等离子切割机在切割速度及切割范围上都较火焰切割有所改善,加上近年来等离子切割技术的成熟完善,市场上也有越来越多的用户企业选择等离子切割方式,相比传统的切割方式来看,等离子切割具有高效率、高精度和高稳定性等优点,尤其适合于大批量生产加工及高精度切割要求,另外从成本角度来看,由于去掉了切割燃气费用,等离子切割相对成本更为经济,特别是应用于大批量加工生产的时候,其加工成本控制将更为明显。



数控等离子切割机喷嘴高度
数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压加大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的力量增多。
在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割力量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。



数控等离子切割机切割电流
数控等离子切割机切割电流重要的切割工艺参数,直接决定了切割的厚度和速度,即切割能力,造成影响,正确使用数控等离子机进行高质量的快速切割,必须对切割工艺参数进行深刻地理解和掌握。
1.切割电流加大,电弧力量增加,切割能力提高,切割速度是随之加大;
2.切割电流加大,电弧直径增加,电弧变粗使得切口变宽;
3.切割电流过大使得喷嘴热负荷加大,喷嘴过早地损坏,切割质量自然也下降,甚至无法进行正常割。
在等离子切割前选用电源的时候,不能选择太大或太小的电源。太大的电源,考虑在切割成本上是一种浪费,因为根本就用不了那么大的电流。也不能因为节约切割成本预算,选用等离子电源的时候,把电流的选择选得过小,这样在实际切割的时候也是不能达到自己的切割要求,这样对数控切割机本身是一种很大的伤害!锐特科技提醒您要根据材料的厚度正确选用切割电流和相应的喷嘴。
