
联系我们

当前位置:
聊城 金帝钢管有限公司 >
巢湖当地产品新闻
【钢板大口径无缝钢管一站式采购方便省心】
更新时间:2025-03-12 11:03:53 浏览次数:3 公司名称:聊城 金帝钢管有限公司
以下是:【钢板大口径无缝钢管一站式采购方便省心】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 5369/吨 |
| 发货期限 | 3 |
| 供货总量 | 635 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 普通碳素钢、不锈钢、高速钢、高锰钢等 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 适用领域 | 建筑、桥梁、船舶、车辆、锅炉、高压容器、输油输气管道、大型钢结构等 |
以下是:【钢板大口径无缝钢管一站式采购方便省心】的图文视频




【钢板大口径无缝钢管一站式采购方便省心】,金帝钢管有限公司专业从事【钢板大口径无缝钢管一站式采购方便省心】,联系人:杨汝斌,:0635-8570981、18006358128,QQ:397196191,地:聊城经济开发区汇通金属物流园到安徽省 巢湖市 ,以下是【钢板大口径无缝钢管一站式采购方便省心】的详细页面。 安徽省,合肥市,巢湖市 2022年,巢湖市地区生产总值完成608亿元,按可比计算,比2021年增长4.3%。
【钢板大口径无缝钢管一站式采购方便省心】视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【钢板大口径无缝钢管一站式采购方便省心】的图文介绍
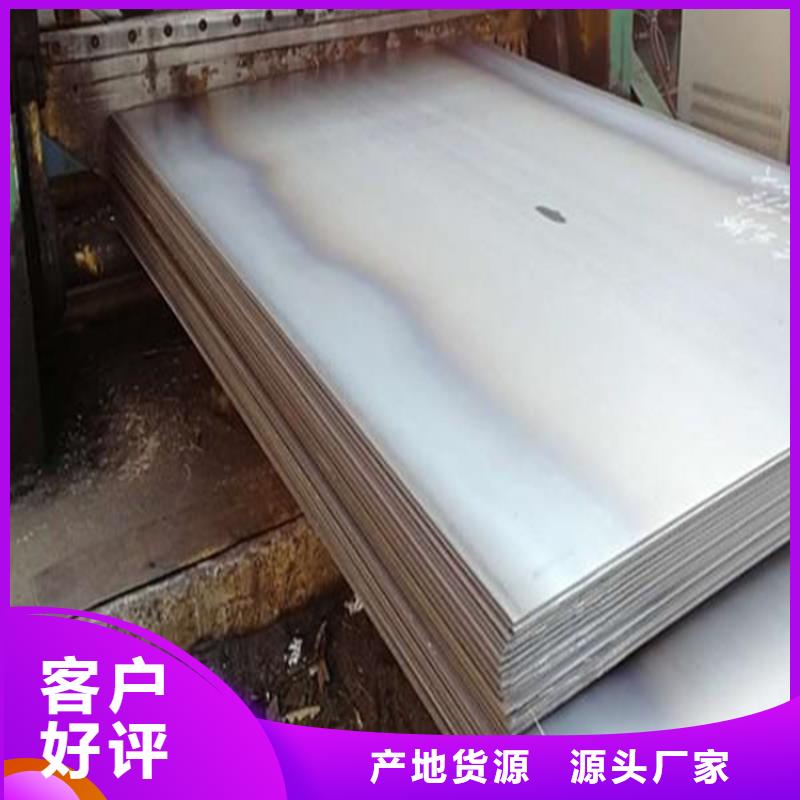
。钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。钢板按厚度分,薄钢板4毫米(薄0.2毫米),厚钢板4~60毫米,特厚钢板60~115毫米。钢板按轧制分,分热轧的和冷轧的。薄板的宽度为500~1500毫米;厚的宽度为600~3000毫米。薄板按钢种分,有普通钢、优质钢、合金钢、弹簧钢、不锈钢、工具钢、耐热钢、轴承钢、硅钢和工业纯铁薄板等;按专业用途分,有油桶用板、搪瓷用板、防弹用板等;按表面涂镀层分,有镀锌薄板、镀锡薄板、镀铅薄板、塑料复合钢板等。厚钢板的钢种大体上和薄钢板相同。在品各方面,除了桥梁钢板、锅炉钢板、汽车制造钢板、压力容器钢板和多层高压容器钢板等品种纯属厚板外,有些品种的钢板如汽车大梁钢板(厚2.5~10毫米)、花纹钢板(厚2.5~8毫米)、不锈钢板、耐热钢板等品种是同薄板交叉的。低合金结构钢(亦称普通低合金钢、HSLA)


钢板切割的时候根据火焰切割原理,由气体燃烧形成的高温通过割炬在局部范围内对材料进行加热融化以达到切割的目的,但从Q235等材质碳板特性不难发现,其液态向固态过度的时间往往会很短,特别是在脱离了一定的温度范围之外将迅速凝固。在实际生产加工中,类似现象形成的固态融渣一般称为挂渣。那么在使用数控火焰切割机时,如何才能减少挂渣的形成? 首先从挂渣形成的位置来看,一般火焰切割挂渣分为上边缘挂渣和下边缘挂渣,导致两类挂渣出现的原因有所不同,下面将分类说明。 一、上边缘挂渣 上边缘挂渣主要是在切割断面上有挂渣,尤其在下半部分挂渣较为明显。导致出现上边缘挂渣的主要原因在于材料合金成份含量太高,一般火焰切割主要适用于Q235材质的碳板、普碳板,类似Q345等材质的低合金板也是能够适用的,但如果其中合金含量过高,将可能出现上边缘挂渣问题。 二、下边缘挂渣 下边缘挂渣是数控火焰切割机挂渣中出现较为普遍的问题,主要是在切割断面的下边缘产生连续的挂渣。而导致出现类似的问题的原因则相对较为复杂,一般来说,用户加工出现下边缘挂渣时,建议通过以下几个方面检查一下操作步骤,首先检查切割速度是否太快或太慢,使用的割嘴号太小,切割氧压力太低;另外预热火焰中燃气过剩,钢板表面有氧化皮锈蚀或不干净也可能影响挂渣过多,割嘴与工件之间的高度太大,预热火焰太强也是下边缘挂渣出现的愿意之一。



使用钢板火焰切割,那么就必须考虑到成本这一方面。通常情况下,是尽量降低成本,实现经济效益的化,那么就带来一个问题:如何做到降低成本?为此小编今天就为大家介绍一下。 影响钢板火焰切割质量的三个基本要素分别是气体、切割速度、割嘴高度。下面我们就围绕这三个要素一一做出分析,帮助大家解开如何在实际生产中切实得降低钢板火焰切割的成本这一难题气体 在使用火焰切割时,其中有一种气体是必不可少的,那就是氧气。它既是可燃气体燃烧时需要的,也是钢材达到燃点后进行燃烧时所需要的。因此要求所使用的氧气要有较高的纯度,一般要在99.5%以上。 一些先进的工业标准要求氧气纯度在99.7%以上。氧气纯度每降低0.5%,钢板的切割速度就要降低10%左右。如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量亦明显劣变,气体消耗量也随着增加。显然,这就降低了生产效率和切割质量,也会明显地的增加生产成本。 其实除了氧气外,我们还可以使用液氧,虽然它的一次性投资比较大,但从经济角度来讲,要好得多。气体压力的稳定性对工件的切割质量也是至关重要的,因为它会影响到工件的切割质量。如果氧气压力出现波动,那么会严重影响切割断面。而压力,它又与所使用的割嘴类型、切割的钢板厚度等因素调整有关。 钢板火焰切割中,常用的可燃性气体有乙炔、煤气、天然气以及丙烷等。国外有些还使用MAPP,即:甲烷+乙烷+丙烷。燃烧速度快且燃烧值高的气体,比较适用于薄板切割,反之则适用于厚板切割,尤其厚度是200mm以上的钢板。



金帝钢管有限公司十分注重 安徽巢湖精密光亮钢管产品质量,始终坚持以质量求生存、以信誉求发展的经营宗费时,积累了多年专业制造生产 安徽巢湖精密光亮钢管的经验,不断完善管理制度,超越自我,不断追求 安徽巢湖精密光亮钢管产吕的完美而不懈努力!我们可以根据您的需求、设计等一系列服务。
金帝钢管有限公司真诚期 待为您创造更多的空间,携手共进,共创辉煌!



今天,小编来给大家讲解下火焰切割的细节,如何做好特厚钢板的切割? 一定要做好以下几点: 1.检查工作场地是否符合安全要求,割炬、氧气瓶、乙炔瓶(或乙炔发生器及回火防止器)橡胶管、压力表等是否正常,将气割设备按操作规程连接好。 2.切割前,首先将工件垫平,工件下面留出一定的间隙,以利于氧化铁渣的吹除。切割时,为了防止操作者被飞溅的氧化铁渣烧伤,必要时可加挡板遮挡。 3.检查风线,方法是点燃火焰并将预热火焰调整适当。然后打开切割氧气阀门,观察切割氧流(即风线)形状,风线应为笔直、清晰的圆柱体并有适当的长度。这样才能使工件切口表面光滑干净,宽窄一致。如果风线不规则,应关闭所有的阀门,用通针或其他工具修整割嘴的内表面,使之光滑。 4.将氧气调节到所需的压力。对于射吸式割炬,应检查割炬是否有射吸能力。检查的方法是首先拔下乙炔进气软管并弯折起来,再打开乙炔阀门和预热氧阀门。这时,将手指放在割炬的乙炔过气管接头上,如果手指感到有抽力并能吸附在乙炔进气管接头上,说明割炬有射吸能力,可以使用;反之,说明割炬不正常,不能使用,应检查修理。 相信大家如果按照小编的注意点,一定会完成特厚钢板的完美切割!



【钢板大口径无缝钢管一站式采购方便省心】,金帝钢管有限公司为您提供【钢板大口径无缝钢管一站式采购方便省心】产品案例,联系人:杨汝斌,:0635-8570981、18006358128,QQ:397196191,地:经济开发区汇通金属物流园。