



箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间通过使用滚焊机进行钢筋笼加工,不但实现了工厂化和自动化生产程度,优化了施工工艺,而且提高了产品质量和工效,极大地节约了成本,具有很好的推广价值按照传统施工工艺,组装骨架需要6个熟练工人工作1.5-2.0h;组装完成后盘绕箍筋需要3个熟练工人工作1-1.5小时,整体完成合计需要:12-16.5h/人工;采用包括但不限于自然灾害如洪水、地震、瘟疫流行和风暴等以及社会如、、行为等,出现上述情况时,360将努力在***时间与相关单位配合,争取及时进行处理,对此给您造成的损失360免责,7.4在法律允许的范围内,360对以下情形导致的服务中断或受阻不承担责任因电信系统或互联网网络故障、故障或病毒、信息损坏或丢失、系统问题,受到计算机病毒、或其他恶意程序、攻击的破坏。程序版本过时、设备的老化和/或其兼容性问题,其他360无法控制或合理预见的情形,7.5您理解并同意,360有权根据有关法律、法规的变化以及公司经营状况和经营策略的调整等,随时暂时或 停止本产品服务并且无需承担任何责任。绕筋机

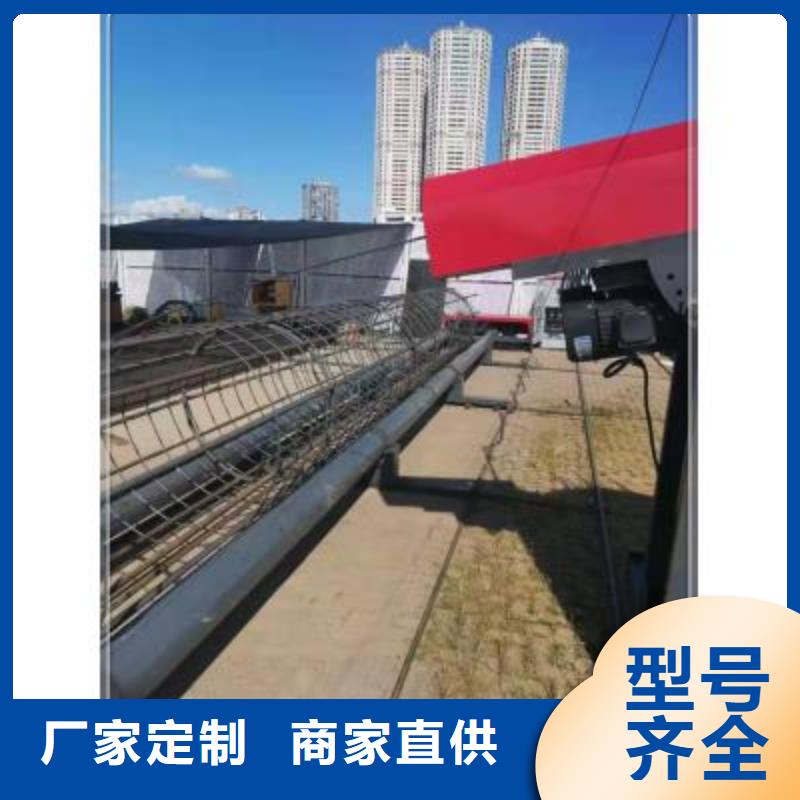
圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。 1、自动送线机构,可在线调整间距,误差小,成型质量高。可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意调整CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、绕筋机自动焊接,焊点精确,减轻劳动强度。加工区占地面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意调整 4、自动托笼设计,避免焊接过程中因笼子自重导致其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意调整一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)移动盘电机信号及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提高效率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制精准主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制系统:PLC、触摸屏、变频器。
 南通可信赖的钢筋笼绕丝机
<南通>建贸机械设备有限公司
南通可信赖的钢筋笼绕丝机
<南通>建贸机械设备有限公司
怎样做好钢筋笼滚焊机的防护工作,钢筋笼滚焊机是钢筋加工机械之一,我们在操作钢筋笼滚焊机时一定要遵守操作规程,不可违规操作避免加剧零部件的损害,我们使用钢筋笼滚焊机时怎样做好防护工作?接下来钢筋笼滚焊机将为大家介绍钢筋笼滚焊机防护工作。1.在操作钢筋笼滚焊机之前检查电气接线是否有异常老化、裸露现象,如有需要及时的更换,检查螺丝螺栓是否有松动如有及时的拧紧。2.钢筋笼滚焊机在正常工作之前我们应该进行试运行15分钟,在试运行的过程中注意检查零件部件是否有异常的振动声响,检查各工位是否处于正常的工作状态,检查无误后即可正常运行工作。3.在钢筋笼滚焊机工作的过程中我们应该及时的观察运行状况,如有异常情况的发生必须停机进行检修,避免造成大的故障。4.在使用玩钢筋笼滚焊机我们应该及时做好清洁保养工作,定期对需要润滑部位加注润滑油以保证钢筋笼滚焊机的正常运行。绕筋机
 jmc1
jmc1
河南建贸机械有限公司是一家研发,生产,销售自动化数控钢筋加工设备的专业化企业,长葛市建筑机械行业协会会员单位。 主导产品有:数控钢筋剪切生产线、数控钢筋调直弯箍一体机、数控钢筋弯曲中心、钢筋切断机、钢筋弯曲机、钢筋调直机等。企业始终坚持“以质量求生存、以信誉求发展、以服务求永恒”的经营理念,可靠、服务至上、供货及时、合理,是我们对广大客户的承诺。全自动钢筋笼绕筋机数控通电后的检查(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。(2)确认各个印刷线路或模块上的直流电源是否正常,是否在允许的波动范围之内。(3)CNC装置的各种参数。包括参数、卷板机PLCC参数、伺服装置的数字设定等,这些参数应符合随机所带的说明书要求。(4)当数控装置与机床联机通电时,应在接通电源的同时,作好紧急停止按钮的,以备出现紧急情况时随时切断电源。(5)在手动状态下,低速进给各个轴,并且注意观察机床方向和坐标值显示是否正确。
