

不容错过的【热镀锌方矩管】环氧树脂涂塑管服务周到视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:【热镀锌方矩管】环氧树脂涂塑管服务周到的图文介绍
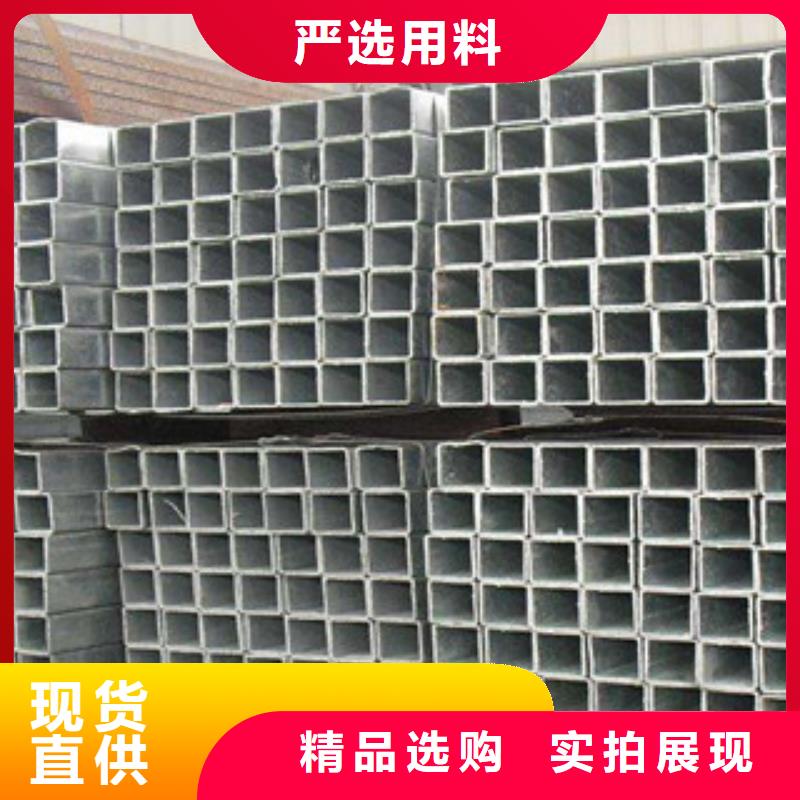
鸿顺管道科技有限公司是一家从事 山东济南热镀锌钢管、钢塑复合管、衬塑复合管、涂塑钢管的公司。公司库存充足,可随到随提,规格齐全,合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,追求更好,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。凭借与国内外各大 山东济南热镀锌钢管、钢塑复合管、衬塑复合管、涂塑钢管建立的良好信誉与战略合作关系,我们取得了稳定的产品资源优势。同时,借助的运营体系和专业的市场管理,力求为国内外客户提供快捷而优质的服务。
本公司主要经营 山东济南热镀锌钢管、钢塑复合管、衬塑复合管、涂塑钢管等各种产品,特殊规格的产品可订做。真诚地希望与您携手共创辉煌,欢迎您的光临。



虽然对于槽体加热管材料的选择不是工艺设计的内容,如果不予提醒,可能会造成设备设计人员的疏忽。对于硫酸、盐酸酸洗时,其槽体材料只能选用玻璃钢、花岗岩、塑料,加热管只能选用铅锑合金管、陶瓷管,而不能选用不锈钢材料。如果是采用磷酸酸洗,其槽体及加热管材料均可选用不锈钢材料,当然玻璃钢、塑料、花岗岩均可。对于易形成死角存水的方矩管,必须选择适当的位置钻好工艺孔,保证水能在较短的时间内充分流尽。否则会造成串槽或者要在空中长时间沥干,产生二次生锈,影响磷化效果。
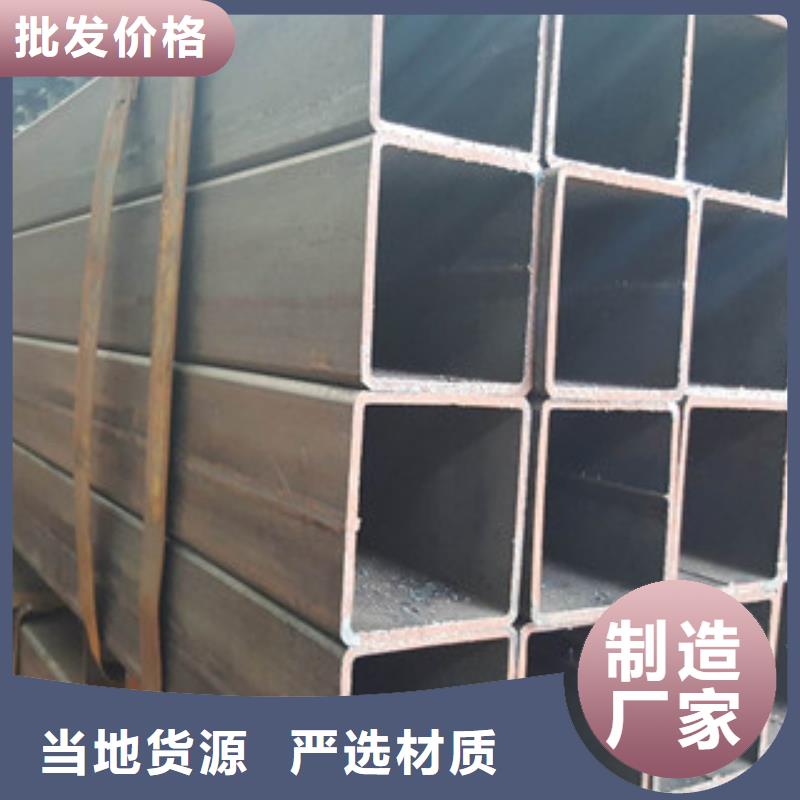
有时方矩管坯会出现分层问题,从而导致探伤不合。要预防这一缺陷,我们可以优化方矩管板坯的缓冷工艺,主要针对堆垛温度和堆垛持续时间。轧制钢板厚度不大于80mm钢板热矫直后,在冷床停留时间不得超过5min。厚度大于80mm钢板可适当延长至10min,确保钢板成垛前温度控制在500℃以上。钢板厚度不大于50mm钢板缓冷时间在12h;厚度大于50mm的钢板缓冷时间24h,严禁提前拆垛精整。
有时方矩管坯会出现分层问题,从而导致探伤不合。要预防这一缺陷,我们可以优化方矩管板坯的缓冷工艺,主要针对堆垛温度和堆垛持续时间。轧制钢板厚度不大于80mm钢板热矫直后,在冷床停留时间不得超过5min。厚度大于80mm钢板可适当延长至10min,确保钢板成垛前温度控制在500℃以上。钢板厚度不大于50mm钢板缓冷时间在12h;厚度大于50mm的钢板缓冷时间24h,严禁提前拆垛精整。



鸿顺管道科技有限公司是一家从事 山东济南热镀锌钢管、钢塑复合管、衬塑复合管、涂塑钢管的生产的现代化企业。本公司始终坚持“质量为根、诚信是魂”的经营管理理念,连续多年来被工商行政管理局评定为重合同守信用单位。主要产品有: 山东济南热镀锌钢管、钢塑复合管、衬塑复合管、涂塑钢管等。公司拥有严格的管理制度,先进的生产工艺,高素质的销售团队,严谨的检测程序,明晰的财务管理,打造出了一支精诚合作团队。不断提高产品综合竞争力,在国内外市场享有良好的声誉。




对于普通的无缝不锈钢方管,在应用过程中很多方面都不能满足要求,所以冷拉无缝不锈钢方管可以加强,尺寸精度高,表面光洁度好,所以现在冷拔无缝不锈钢方管的应用越来越广泛。冷拔无缝不锈钢方管冷拔加固原理:钢在塑性变形中晶格缺陷增加,而晶格的缺陷严重变形对晶格进一步滑移将起到预防作用,使钢屈服点进步,塑性和抗力下降。由于塑性变形引起的内应力,钢的弹性模量减小。冷拔钢筋在室温下存放15-20天,或加热到100-200摄氏度一定时间。这一过程称为冷拔后时效处理。进一步提高了冷拔钢筋的屈服点。冷拉无缝钢管的极限抗拉强度也有所提高,塑性继续下降。由于时效过程内应力的降低,弹性模量基本可以恢复。为了提高屈服强度,节约钢材,在建筑工地或预制构件厂,常采用该原理按一定标准冷拔或冷拔钢筋或低碳钢线材。目前,冷拔无缝不锈钢方管的性能不断加强,广泛应用于机械结构、液压设备等要求较高的高精度领域。


对于气体来说,氧气是可燃气体燃烧时所必须的,以便为达到钢材的点燃温度提供所需的能量;另外,氧气是钢材被预热达到燃点后进行燃烧所必须的。切割钢材所用氧气必须要有较高的纯度,一般要求在99.5%以上,一些先进 的工业标准要求氧气纯度在99.7%以上。氧气纯度每降低0.5%,钢板的切割速度就 要降低10%左右。如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量 亦明显劣变,气体消耗量也随着增加。显然,这就降低了生产效率和切割质量,生产成本也就明显地增加了。
除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要 的。波动的氧气压力将使切割断面质量明显劣变。气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。切割时如果采用了超出规定数值的氧气压力,并不 能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。
除了氧气之外,还可采用液氧切割,虽然一次性投资大,但从长远看,其综合经济指标比想象的要好得多。气体压力的稳定性对工件的切割质量也是至关重要 的。波动的氧气压力将使切割断面质量明显劣变。气压压力是根据所使用的割嘴类型、切割的钢板厚度而调整的。切割时如果采用了超出规定数值的氧气压力,并不 能提高切割速度,反而使切割断面质量下降,挂渣难清,增加了切割后的加工时间和费用。


