


我们的【珩磨管】油缸管质量安心视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:【珩磨管】油缸管质量安心的图文介绍
安达液压机械有限公司是国内一家集生产、研发、销售于一体的现代化企业。公司以“求实、求新、求是、求真”为企业精神,以“诚信、品质、服务”为发展理念,不断开拓创新。企业不断引进和更新先进的生产设备,先进的生产技术、的生产检验设备、专业化的人才、严格按照国际质量管理体系生产、确保产品的专业化品质。主要产品有:(安徽合肥) 本地 安徽合肥不锈钢研磨管。高素质的人才、先进的经营管理是我们雄起之根本;的管理决定的质量,的质量才能确保的企业。企业在生产经营上以严格的科学管理体系、规范的经营理念,保证产品与服务的质量都能达到的标准,为广大客户提供满意而无后顾之忧的产品。



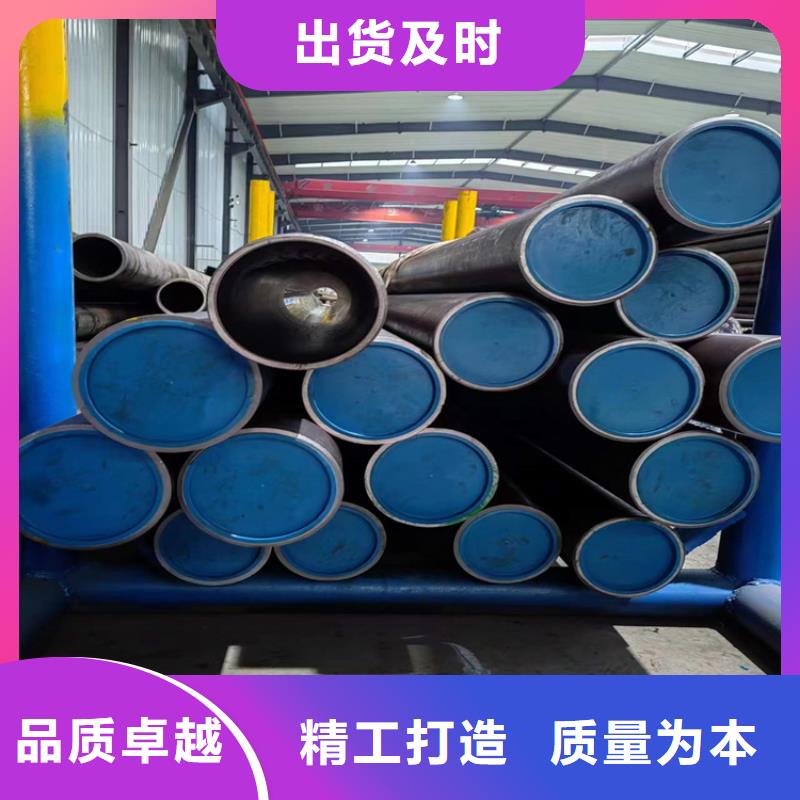
安徽合肥企业旺旺珩磨管绗磨管油缸管珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖



安徽合肥珩磨管油缸管绗磨管绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压绗磨管是一种无切削的塑性加工方法。
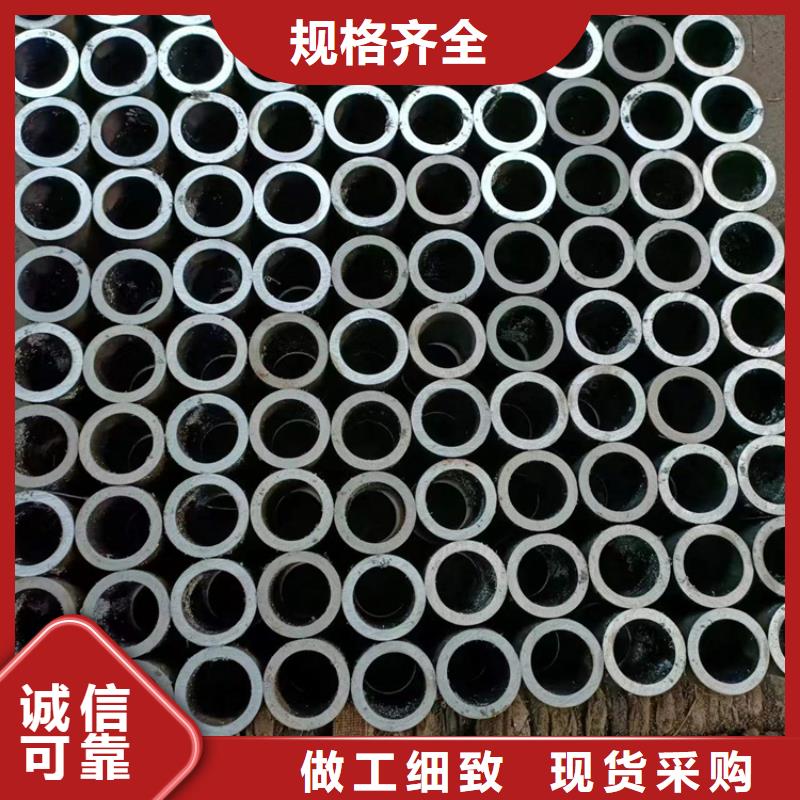
珩磨管是经过冷拔货冷轧尺寸精度高、表面光洁度好的精密无缝管,适用于机械结构和液压设备。采用精密无缝钢管制造机械结构或液压设备,可大大节省加工时间,提高材料利用率,提高产品质量。
珩磨管是经过冷拔货冷轧尺寸精度高、表面光洁度好的精密无缝管,适用于机械结构和液压设备。采用精密无缝钢管制造机械结构或液压设备,可大大节省加工时间,提高材料利用率,提高产品质量。



安徽合肥珩磨管油缸管绗磨管选择合适的珩磨管淬火冷却方法 一般说,珩磨管淬火裂纹产生在珩磨管淬火硬化部分。为了实现珩磨管淬火硬化,必须从奥氏体化温度以大于临界冷却速度进行急冷。热应力和相变应力之和是正值(拉应力)还是负值(压应力),决定了珩磨管淬火裂纹是否发生。为正值易裂,为负值则不易裂。为了防止淬裂,应充分有效地利用热应力,减少相变应力。冷却速度与淬裂的关系(1)预冷珩磨管淬火:把工件自奥氏体化温度取出,先行在空气中预冷一段时间,使各部分温差减小,或在技术条件允许的情况下,令其薄的截面处或棱角处产生部分非马氏体组织,然后再进行全部珩磨管淬火。(2)双液珩磨管淬火:双液珩磨管淬火从单纯防止珩磨管淬火裂纹的观点出发,关键是第二级珩磨管淬火介质的缓冷作用。先强冷后弱冷,如水-油、水-空、油-空气等。珩磨管



安徽合肥珩磨管油缸管绗磨管对珩磨管珩磨工具的简单介绍,以及其光洁度的指导,希望大家能从中受益,并来进一步了解该产品,同时这些也是我们日后进行研究工作的理论基础。
什么是滚压绗磨管 绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。 大口径绗磨管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。绗磨管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,
