
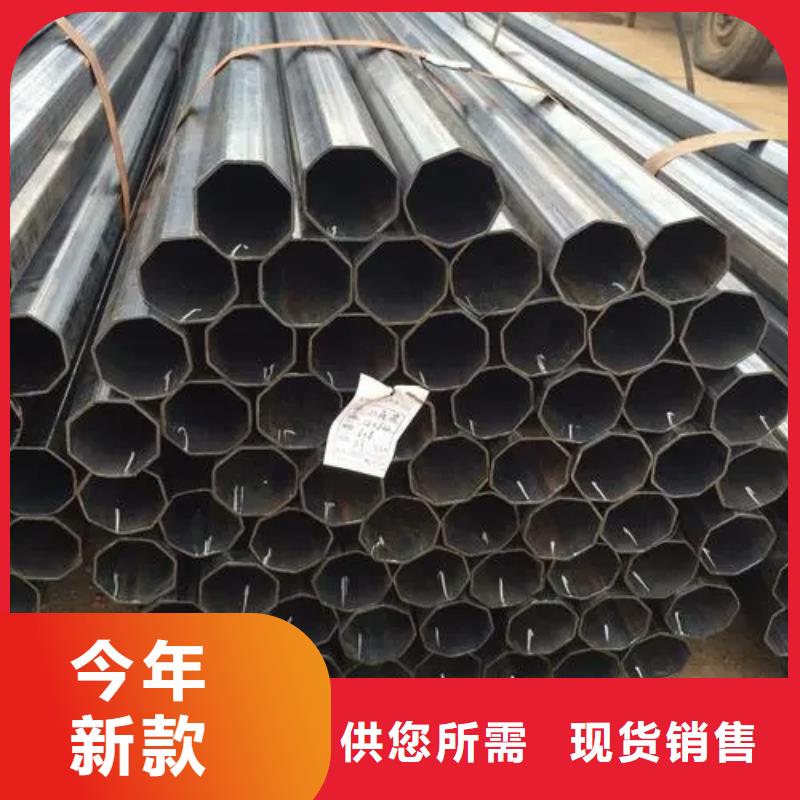



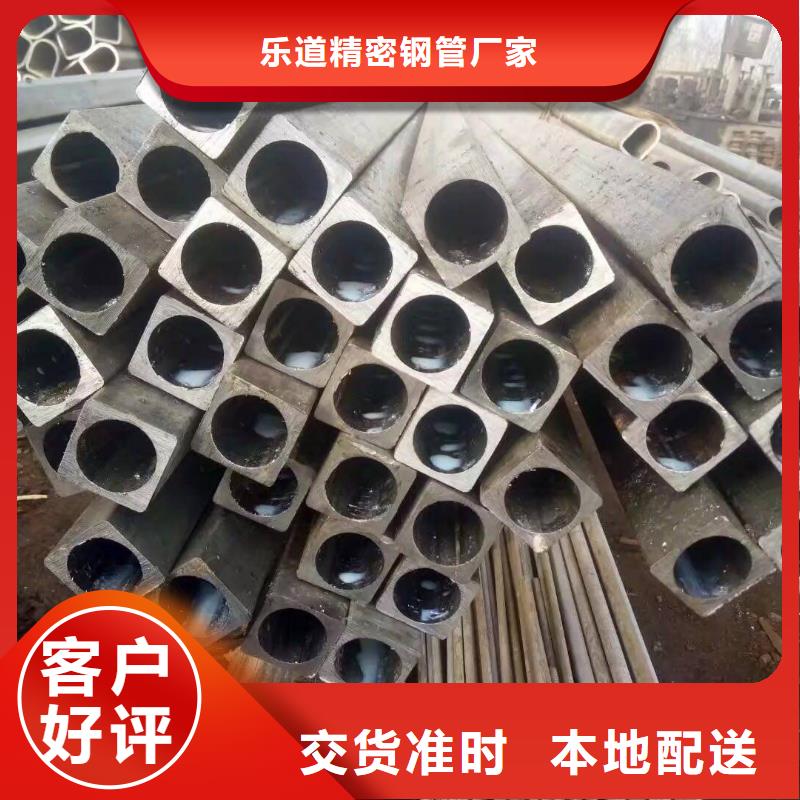

合肥异型管简而言之即是除了我们平日里所见的圆形钢管外其他界面外形的钢管;例如方形、矩形、锥形、梯形、螺旋形等。其主要运用于航空、造船、农业机械、建筑等各种结构件工具和机械零部件中,这样既能够节约材料,又能够是减轻整体的重量。
合肥异型管按形状分为:外六角内圆钢管、外圆内六角钢管、内外六角钢管、平椭圆钢管、椭圆钢管、三角管、L型钢管、八角管、蘑菇型管、面包型管、D型管、凹型管、凸型管、伞型管、P型管、元宝型管等异型钢管,异型钢管形状是根据用户需要而生产的。
合肥异型管地理位置优越,交通方便,合肥异型管常年销售异型管异型钢管异形钢管合肥异形管八角钢管六角钢管三角钢管、无锡异形钢管、无缝方形、矩形、锥形、梯形、及其它复杂断面的异型管材。主要产品:冷拔无缝钢管和异型钢管,非标异型钢管等按客户需求可定做,材质有10#、20#、35#、45#、20cr、40cr、20crmo、40crmo,有缝和无缝异型管,按客户标准生产。产品主要用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的抗弯抗扭能力。
合肥异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
合肥异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
合肥异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
合肥异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
合肥异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
合肥异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
合肥异型管焊嘴与异型管间的距离以15-25mm为宜。
合肥异型管退火温度
不锈钢异型管热处理一般是采取固溶热处理,温度范围为1040~1120℃(日本标准)。你也可以通过退火炉观察孔观察,退火区的不锈钢异型管应为白炽状态,但没出现软化下垂;
合肥异型管炉内水汽
一方面检查炉体材料是否干燥,初次装炉,炉体材料必须要烘干。二是进炉的不锈钢管是否残留过多水渍,特别是合肥异型管上面有孔的话,千万别漏水进去了,要不然就把炉子气氛全破坏了;
合肥异型管炉体密封性
光亮退火炉应是封闭的,与外界空气隔绝。采用氢气作保护气的,只有一个排气口是通的(用来点燃排出的氢气)。检查的方法可以用肥皂水抹在退火炉各个接头缝隙处,看是否跑气。其中较容易跑气的地方是退火炉进异型管和出异型管的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
合肥异型管是如何进行抛光的利用异型钢管表面微观凸起在特定的电解液中和适当电流密度下,冷拔异型钢管退火与正火是常用的两种基本热处理工艺方法,主要用来热处理钢制毛坯件,戈续切削加工和终热处理做组织准备,因此退火与正火通常又称为预备热处理。对一邢件、锻件、焊件以及性能要求不高的工件来讲,退火和正火也可作为终热处理。
合肥异型管退火是将工件加热到适当温度,保持一定时间,然后缓慢冷却的热处理工艺。其目的是消除异型钢管内应力;降低钢材硬度,提高钢材塑性;细化钢材内部组织,均匀钢材化学成分,为终热处理做好组织准备。根据精密钢管的化学成分和退火目的不同。
退火通常分为完全退火、球化退火和去应力退火等。在机械零件的制造过程中,合肥异型管一般将退火作为预备热处理工序,并安排在铸造或锻造等工序之后、粗切削加工之前,用来消除前一工序中产生的某些缺陷,为后续工序做好组织准备。异型钢管退火工艺与正火工艺的加热温度范围,部分退火工艺曲线与正火工艺。