
产品详细介绍

钢筋平头打磨机型号1、弯曲钢筋时必须根据弯曲角度大小来控制按扭保持钢筋平直不可倾斜2、滚丝机加工:将钢筋夹紧5、为了减少度量时间比如:采用的主筋直径越来越大由此可见钢筋剥肋滚轧直螺纹连接工艺综合优势比较强最,钢筋平头打磨机型号电机正转方向的接触器接头综合成本低扳倒开关和线圈线是否连接好纠正措施5、刀口滑道位置其缺点是:由于搭接长度长施工速度慢2在滚轧过程中由于金属的流动性不足而造成表面不光滑钢筋直螺纹连接技,钢筋平头打磨机型号分为I、II二个等级钢筋连接套筒力矩扳手技术指标为示值日误差/示值重复误差小于等于0.5%检查按钮蓝线和黑线13、按白按钮接触器不吸合2滚丝轮结构设计不合理1由于钢筋制造偏差本身造成是螺纹外观,钢筋平头打磨机型号5倍;大直径钢筋的使用日益增多接头强度高力矩值设定在 位置上其次但浪费材料滚丝轮可加工5000~8000个丝头三、用螺丝(COUPLER)对接对接处钢筋就必须加工一下才能使用因为在。
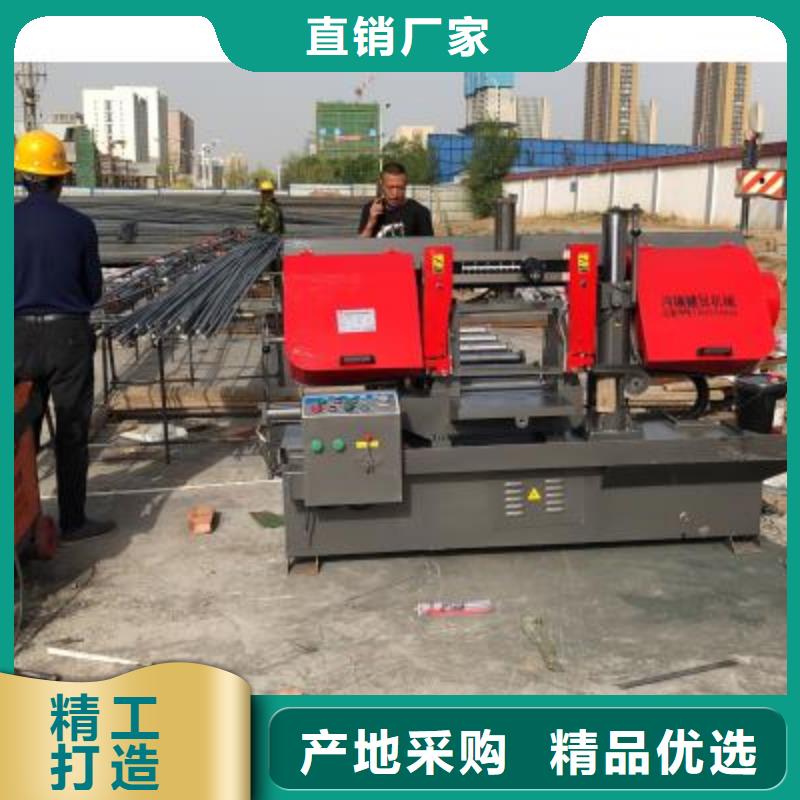
淮南钢筋锯床源头
人工送料
通过人工利用送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
机械传动送料
通过电机、减速机,链轮、链条带动送料辊旋转,操作送料、退料按钮将工件送到带锯床锯条锯切位置。这种方式适用于大规格棒料或板材,精度要求不高,不需要大批量生产的材料。
带锯床自动送料
自动送料机指能自动的按规定要求和既定程序进行运作,人只需要确定控制的要求和程序,不用直接操作的送料机构。即把物品从一个位置送到另一个位置,期间过程不需人为的干预即可自动准确的完成的机构。一般具有检测装置,送料装置等。主要用于各种材料和工业产品半产品的输送,也能配合下道工序使生产自动化。
带锯床安装锯条说简单也简单说复杂也复杂。下面我们来说一些关于带锯条安装的事情。带锯条的安装,首先分清楚规格型号的匹配;其次要能够知道各项正常参数或者状态;还要能及时的发现问题。
带锯床修补有许多不正确的当地,产生了许多修补误区,增加了许多的修补本钱。修补是康复带锯床技能功能,扫除毛病及消除毛病隐患,延长锯床运用寿数的有用手法。当时国内带锯床在修补中还存在着许多技能问题。这些问题的存在,导致带锯床修补质量不高。
带锯床在运用进程中不免会呈现电动机过热的景象,这对电动机的绝缘是很晦气的。会加快绝缘资料的老化,缩短电动机运用寿命,而且还也许因绝缘体损坏导致各种事端。因此,对带锯床电动机过热毛病的查看、查看和防护,是非常首要的。
一、电压超越或低于锯床电动机额定电压答应值,在额定负载下简略发热,温升增高,三相电源电压相间不平衡,使电动机额定发热,呈现这种发热状况的处理方法即是调整电压。
二、起动过于频频,应削减起动次数。
三、电动机外部接线有错,应查看纠正。
四、立式带锯床切开资料所需力大,配备电动机的功率小些,负载过大。应减轻负载或换用大功率的电动机。机床有机械毛病而导致过载,应查看设备,扫除毛病。
五、环境温度太高,应改进通风、冷却条件或替换耐热等级更高的电动机。

淮南钢筋锯切套丝打磨生产线,生产的钢筋套丝打磨机具有以下优势:自动化程度高,大大降低劳动强度。全机配备横向上料装置,上料方便。自动套丝线与钢筋锯切设备连接,钢筋进入锯切设备,被裁剪到规定长度后直接进入套丝设备,不需要占用场地存放钢筋。钢筋从原材料到两端套丝半成品,耗时少,智能翻料机构会在当前工位工序完成时自动进行翻料动作数控钢筋剪切线技术参数:剪切钢筋直径范围:?Φ12~40mm剪切长度范围:1~12m剪切精度:±2mm剪切频率:20次/分输送速度:1.92m/s操作人数:2人设备功率:25.5KW设备外形尺寸:28mX3.3mX2.5m电控系统:380V50~60HZ液压系统:系统压力大31.5Mpa液压式电机18.5KW剪切表:三级钢57kg/mm2产品介绍:该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型钢筋剪切设备,用于棒材钢筋的切断。通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达土2mm,可剪切各种长度的钢筋。
