



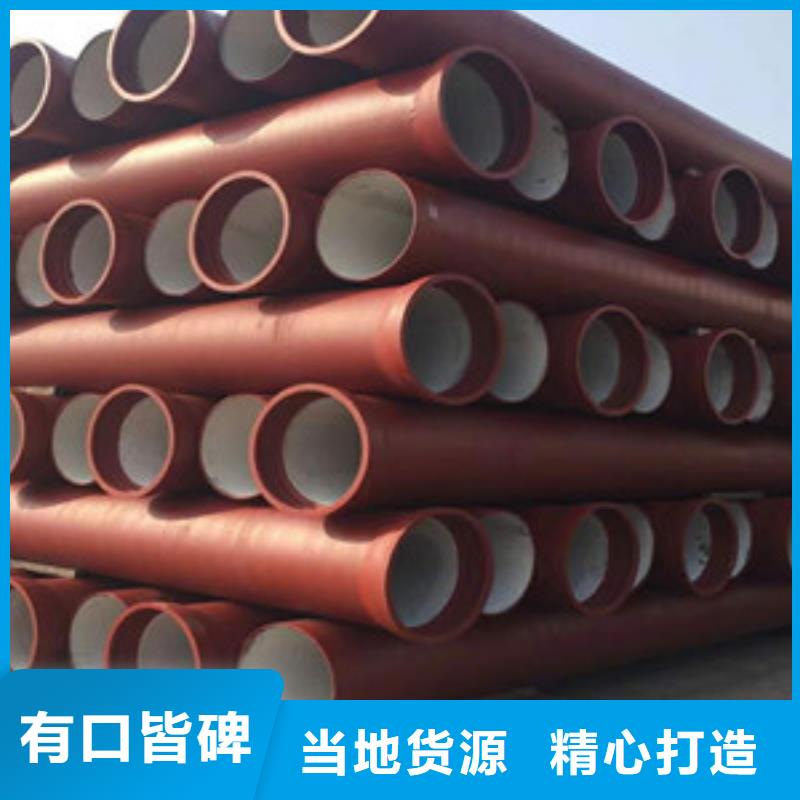


衢州球墨铸铁管安装时要做好以下工作台:清理管口:将承口内的所有杂物清除擦洗干净。清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。 在插口外表面涂刷润滑剂,在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀,然后把小的那头插口部分直接对到另一支球墨管的承口大头里。如此,承口接头的衢州球墨铸铁管就是这样对接上了。这里提醒大家一定要注意对接时要把管道安装平,管子跟管子之间要成一条直线。球墨管就是一头是大头的一头是直管的球墨管,每根管跟管连接的时候都须要用到胶圈,胶圈要正确的放在承口的小槽里,不能反着装,也不可以把圆型扭曲了,可以先把胶圈用水泡一小下,但这里要注意不可以使用别的润滑液什么的,只能是清水中泡下就可以,因为如果用了润滑液之类的东西很容易使像胶圈跑出来。

对于结构已经确定的退火炉,要提高炉子的热效率,只有从退火炉的操作来实现。在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间合理制定不同管径的退火温度 球铁管的退火温度愈低,就愈节省燃料,但是球铁管的退火工艺规定退火炉加热段炉气温度为1050~1100℃,保温段炉气温度为960 ~1000℃,为了确保球铁管的退火质量,在工艺允许的条件下,应尽量按照下限进行炉温控制,衢州球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,对于连续式球铁管退火炉来说,其退火工艺较特殊,炉体较长,跨距较大,而且急冷段又采取了强制性冷却,因此热效率较低。特别是小口径的管子可以适当降低加热段炉气温度。
衢州球墨铸铁管形成了独具特色的多排小风口和两排大间距冲天炉系列。在操作技术上,从一度追求低焦耗到重视铁液质量,进而讲求提高技术、经济、劳动卫个和环境保护的综合指标,冲火炉的发展是围绕着提高性能和生产率,降低消耗,改善操作,减少污染进行的。冲天炉性能主要体现在炭的燃烧、炉料的加热和冶金过程三方面。随着铸铁生产批量的扩大和对铸造生产率及铸件质量要求的提高,冲天炉容量也不断增大。大容量的冲天炉熔炼状况更稳定,无论技术上还是经济上比小炉子更具优势。因此,在单一品种大批量生产中,用一台大容量炉子取代多台小炉子是合理的、在国际上,冲天炉的 发展主要为等离子体冲大炉、无焦冲天炉、新型回转熔炼炉。

衢州球墨铸铁管质量得到了显著提高,裂纹、双皮、夹渣等缺陷大大减少,废品率大大降低,综合成品率大大提高。
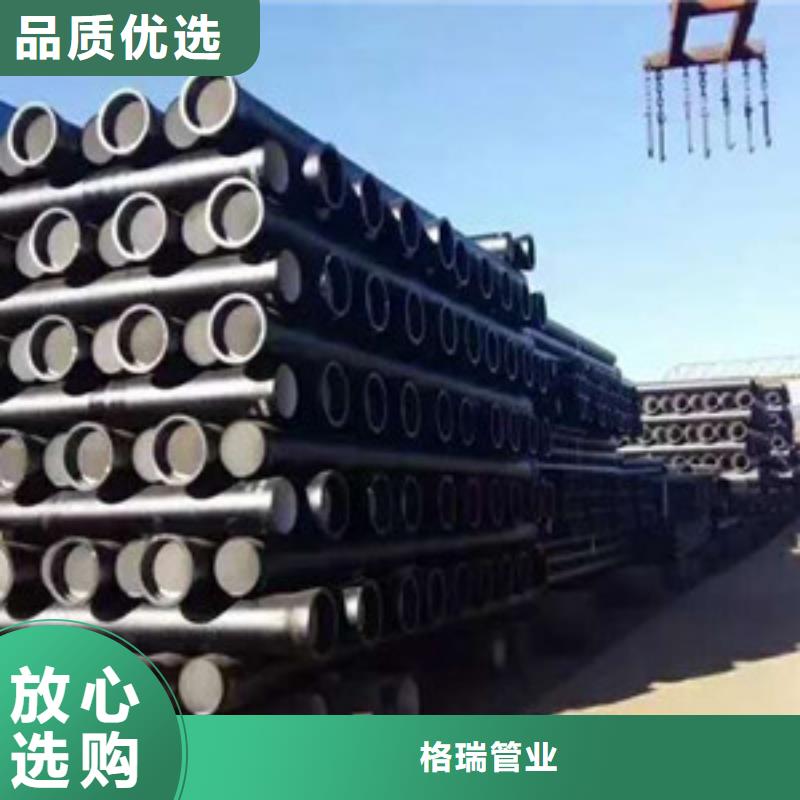
外观清晰,无缺陷影响接口密封。将管接头和延展铁管配件放入槽中后,应将油、飞刺、铸砂和铸造肿瘤从管座上拆下。柔性接头铸铁管和管件插座的内部工作面和插座外工作面应修剪光滑,无凹槽和带肋缺陷;请勿使用破裂的管塞和配件。橡胶圈的质量、性能和细节尺寸应当符合延展铁管和配件的 标准,使用弯曲或机械柔性接头时,应当符合本标准第1条的规定。安装橡胶圈后,可以安装管道。安装滑动橡胶圈门时,推高应到达标记环,并重新检查相邻安装的 个至第二接口的推深。安装柔性机械接口时,插座和插座法兰体轴重合,螺栓安装方向相同,扭矩扳手用于均匀、对称地拧紧。当管道沿曲线安装时,接口的允许角度应满足要求 当管道沿直线安装时,应使用具有管道直径公差组合的管道接头进行连接,以确保接口的圆周间隙均匀。