


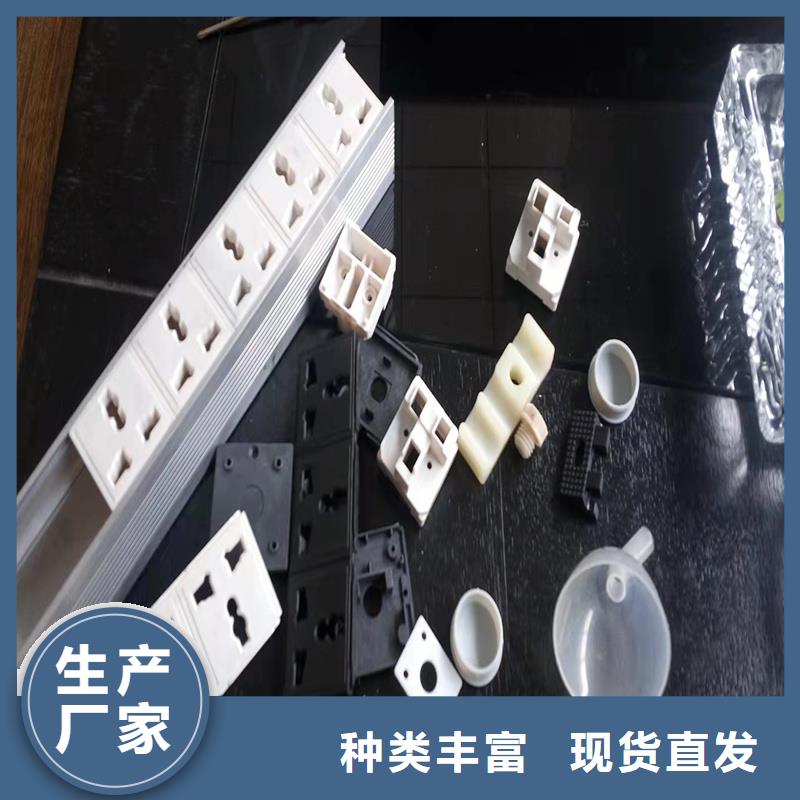


想要一睹注塑产品_聚氨酯制品规格型号全产品的风采吗?这个视频将用最直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:注塑产品_聚氨酯制品规格型号全的图文介绍
铭诺橡塑制品有限公司十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 浙江台州硅胶密封条产品的技术服务,技术咨询,销售,此外还可以根据用户的要求,设计,制造各种非标准 浙江台州硅胶密封条产品。


浙江台州注塑产品 9由于材料的差异: 4-1 因为大多数的材料必须干燥。通常是在料筒上附加干燥器 4-2象聚碳酸脂之类的特别要干燥的材料,在袋或罐中先预热干燥后再倒入干燥机. 4-3象PVC 等材料,容易发生分解也常发生银条痕。 4、消除制品飞边的方法 产生飞边的原因 1-1 模具分型面(PL) 滑动面不配合 1-2 射出压力太高 1-3 注射机的偏移 1-4 锁摸力不足

浙江台州注塑产品 07 (8)型腔的厚度同填充长度,大体上成直线比例。 5-3 填充 长度 (L)同型腔的厚度(T)的比值L/T 为成型材料流动性的标准L/T 比值 材料 PVC(硬)150-100 PVC (软)240-160 PC150-100 PA6320-200 PS200-220 PP280-160 280-200 、消除制品银条痕的方法 产生银条的原因 1-1 材料中的水分和挥发性液体的气化 1-2 材料的分解 1-3 材料的剪切


浙江台州注塑产品 产生变形的原因 1-1 品的形状,特别是成形收缩率同制品厚度的关系而引起的残留应力。 l-2日于成型条华产生的残余应 1-3脱模时产生的残余应力 1-4由于冷却时间不足而引起变形 .相关联的知识 2-1 制品的变形(翘曲、弯曲、小纹)同产生纹的原因一样即制品内残余内应力。成型的设定条件应朝消除制品内应力的方向设定。即提高料筒温度、模具温度后,在材料流动性变好的状态下,射出压力不要太高。 22为了减少残余内应力,有进行退火处理,即在热变形温度 10度以下,小时以上的加热就有消除内应力的效果。但这种方式的退火因费用高而使用的不普遍。 2-3 如果模具的冷却水孔不能对制品进行均匀冷却,也会产生残余应力,这就意味着冷却水孔不能太浅。



