



想知道道路防撞护栏远销海外产品为何如此受欢迎?观看视频,答案自在其中。
以下是:道路防撞护栏远销海外的图文介绍
宏达友源金属制品有限公司拥有一支经验丰富、技术创新的专业【湖北宜昌 不锈钢复合管护栏、201不锈钢复合管栏杆、304不锈钢复合管桥梁护栏、不锈钢碳素钢复合管护栏】研发团队。优质创新、诚信合作、互惠互利、共同发展是宏达友源金属制品有限公司持续发展的永恒目标。



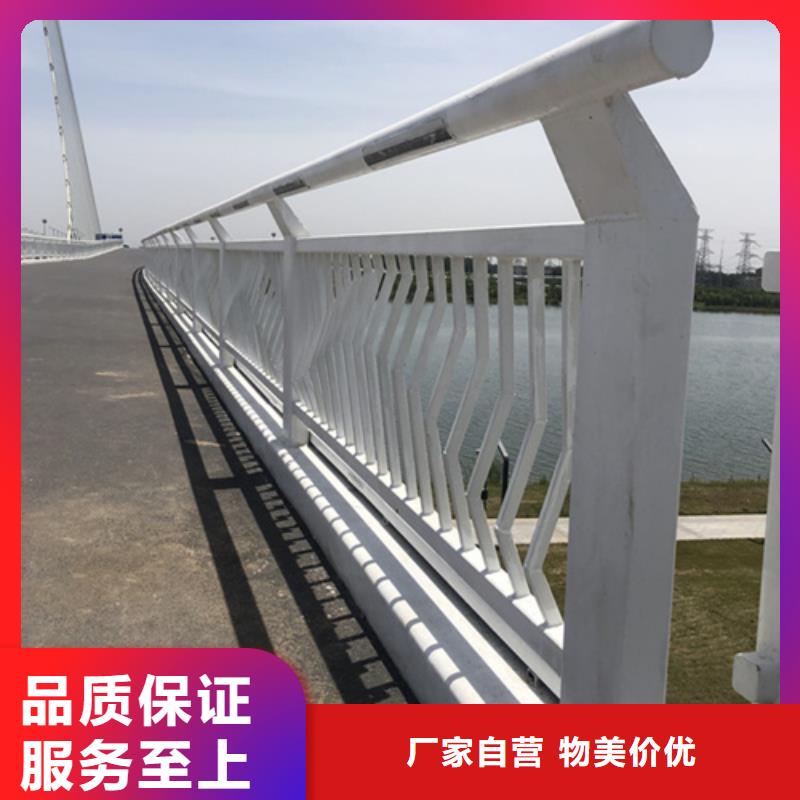
护栏的好坏不单单要看其中的一个标准,要综合性考虑,从而选择更适合的防撞护栏,才能既起到其应有的作用,还能满足客户的需求。再有,就是在防撞护栏的使用过程中,是不是有高质量,也要看产品有什么样的寿命,当一个产品没有寿命优势时,即使是其有很好的性能,但是因为用户的性价比有所下降,也是一种质量的下降。一般来说,用户购买这种产品的时候,也就需要对这几个方面的质量来进行检查,但是有一个方面没有符合要求,也就证明其不是高质量的产品,当然一个产品是不是有高质量,也是受到生产商的限制。防撞护栏栏杆具有阻拦作用的同时,还起到了分隔空间的作用,我们在不同的景区使用护栏的时候,需要考虑到护栏的质量、耐用性、坚硬度、和美观,这样才能使我们使用护栏发挥其作用。首先一个高质量的防撞交通护栏必然要让其有更好的外观,因为这种护栏不但起到防护的作用,同时也需要有很好的装饰性要求,所以如果是这种产品在使用中没有更好的装饰性,自然也就没办法让用户使用产品时有所满意



防撞护栏施工要做到标准化,就必须从前期施工准备、钢筋制作与安装、支立模板、浇注混凝土到后期混凝土养护等各个施工环节都严格按照施工工艺和质量控制要点进行施工,才能确保高质高效地完成防撞护栏施工。一、施工控制要点:1、测量控制点按照每5m设置一个,为标高及线形的控制打好基础,然后将防撞栏范围内的混凝土进行凿毛并清理干净。2、钢筋加工尺寸要精准,安装时采用定位架法进行安装。根据设计图中2、3号钢筋的位置、角度和尺寸分别制作定位架,采用定位架配合控制点的做法使防撞栏钢筋的标高和线形得到了有效的保障,钢筋保护层合格率可保持在90%以上。二、桥梁防撞栏2号钢筋定位架在施工中的应用。定位架立在测量控制点上,采用水平尺进行调平,前段横杆与立杆的角度是根据设计图中的角度加工的,横杆的长度也是根据设计图中的尺寸预留的。将位置调好的2号钢筋与翼板预埋4号钢筋焊接牢固。三、桥梁防撞栏3号钢筋定位架在施工中的应用。当位置调整好以后,立即采用电弧焊将3号钢筋与预埋在梁体翼板中的4号钢筋和之前安装的2号钢筋焊接牢固。以此类推每隔5米形成一个标准断面,然后挂线安装中间段落钢筋。四、模板安装、加固、拆除采用防撞栏模板专用台车



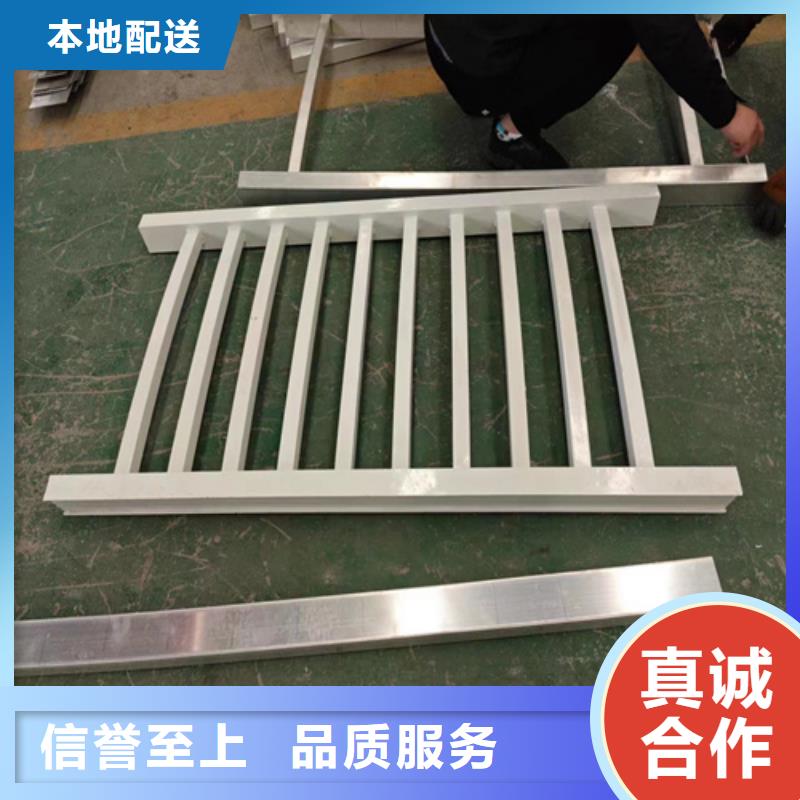
防撞护栏易错成语是置放在路途上的防护栏的,主要是机器设备在大马路的管理中心,不锈钢道路护栏不只给路途产生了简洁好看、整齐划一的视觉冲击,具备的导视系统性,而且有关道路交通安全也具有了至关重要的实际效果。一定会有很多人有疑问,像放到车流量管理中心的防护栏采用的是防腐蚀防锈处理的锌钢护栏原材料。 必然是品质很好的,那麼为何这种防护栏仍是会出现不一…防撞护栏易错成语是置放在路途上的防护栏的,主要是机器设备在大马路的管理中心,不锈钢道路护栏不只给路途产生了简洁好看、整齐划一的视觉冲击,具备的导视系统性,而且有关道路交通安全也具有了至关重要的实际效果。一定会有很多人有疑问,像放到车流量管理中心的防护栏采用的是防腐蚀防锈处理的锌钢护栏原材料。必然是品质很好的,那麼为何这种防护栏仍是会出现不一样水平的危害呢?因素。不锈钢道路护栏安装在大马路管理中心,時刻承担着不一样的气侯影响,防护栏的表面展现了不一样水平的毁坏与空气氧化锈蚀。当防护栏展现了锈蚀状况,会让防护栏被氧化的速率加快,让防护栏的使用期大幅的减少。1.所有构件下料准确,构件长度允许偏差1MM。2.下料前应检查零件是否平直,否则必须矫直。3.焊条或焊丝应采用合适的材料,并具有出厂合格证。4.焊接时必须准确放置构件的位置。5.焊接时构件间焊点应牢固,焊缝应饱满。焊缝表面的焊接波应均匀,不得有咬边、未焊透、裂纹、夹渣、焊、烧穿、电弧划伤、弧坑、,焊接区域不得有飞溅。6.焊后应将焊渣剔除。7.构件焊接、组装后,手持工具应适当打磨、抛光,使外观光洁。不锈钢护栏的主要施工方法:1.施工前应进行现场放样,准确计算各构件长度。2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。
