



锯床锯条打齿的原因及以及解决方法 :
1、锯条齿型选择不当,主要表 现 为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。
2、选择的锯条质 量 太次,主要表 现 在锯条背材与齿部齿尖的质 量 ,不具有抗磨损性。建议选择质 量 好的进口锯条。
3、资料是否进行有效固定,主要表 现 为切割过 程 中资料松动导 致 ,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。
4、切割进给过大,主要表 现 在为了调高切割效率,而下降速度过快。建议减 少 进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导 致 此现象的呈现。
 <东莞>建贸机械设备有限公司
<东莞>建贸机械设备有限公司
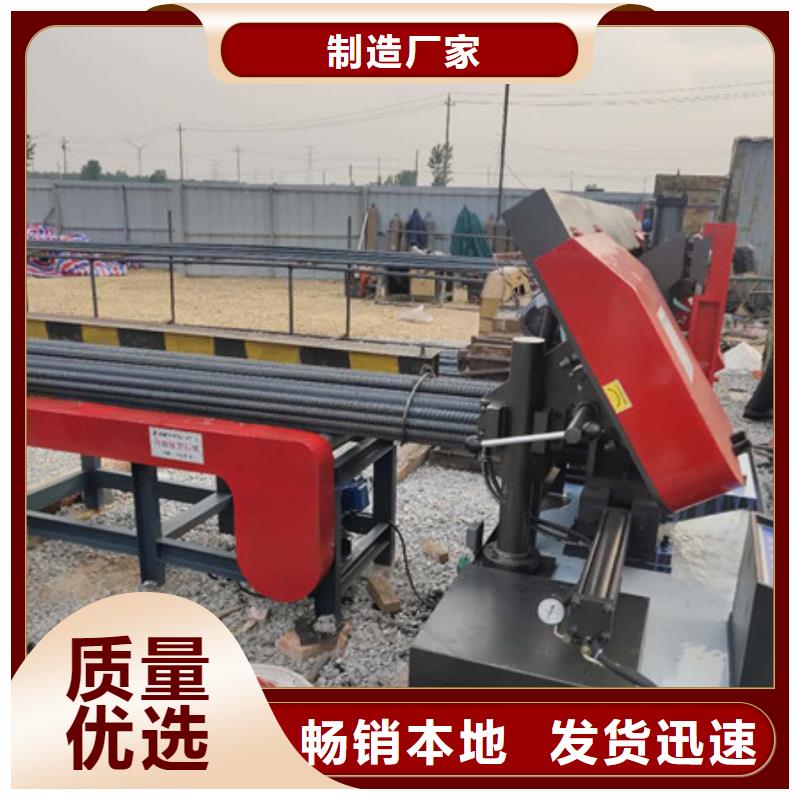
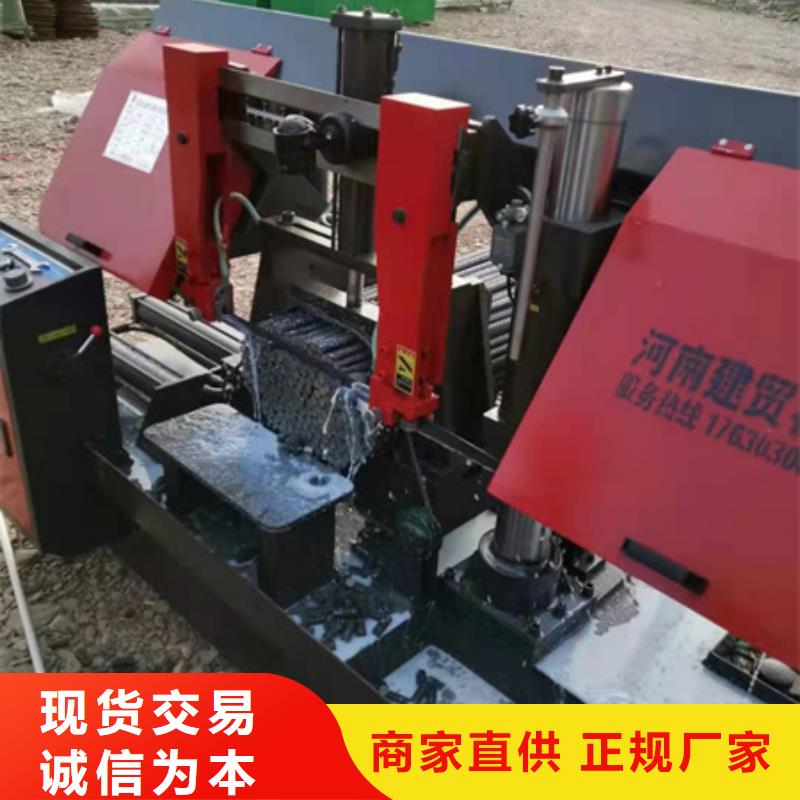
 东莞龙门式锯床工厂直销
东莞龙门式锯床工厂直销

6、送料长度尺寸由光栅尺检测定位,光栅尺检测有效范围500mm。
7、昆仑DOP人机界面支持双通讯口联机功能,可同时连接2种不同通讯格式的控制器,架构多机联机网络。
8、台达DVP可编程控制器,全自动控制。
9、送料长度检测深圳埃莫特光栅尺。
10、材料夹紧采用油缸夹紧。
11、可同时叠加多根材料锯切。
12、线速度根据不同材料锯切,给定不同线速度,达到不同的锯切效率。
产品特点
1.切削速度液压控制,无级变速
2.导向块结构科学合理,延长锯条的使用寿命
3.双立柱结构,操作平稳
4.锯切稳定,精度高
5.工作夹紧采用手动夹紧,操作方便
