



文字或许能描绘PE塑钢缠绕管,【【HDPE穿线管】】售后完善产品的轮廓,但视频却能赋予它生命。每一帧都是一次全新的体验,每一次点击都是一次心灵的触动。快来观看,让产品活起来!
以下是:PE塑钢缠绕管,【【HDPE穿线管】】售后完善的图文介绍

目前,作为 广西玉林mpp直埋电力管行业中的一员,润星电力管材有限公司已经为国内通讯、汽车、钢铁、有色金属、玻璃制造、造纸、木业、电子电器等工厂提供了良好的配套服务,并且,我们的服务已经得到了客户的广泛认可,我们期待以我们的真诚和专业知识为您提供优质的服务。



HDPE聚乙稀塑钢缠绕排水管的使用技巧。重庆旭恒管业有限公司专营各种排水管,如:HDPE聚乙稀塑钢缠绕排水管。本产品具有:施工便利,程造价低,抗外压能力强的优点,广泛应用于修建、市政、公路、环境等的排水、排污。波纹管的使用技巧:作为一种钻机附件,一个更有效的工作,试着用一个功率消耗的波纹管,可以连接到一个电钻。当使用的电动工具,不要把钻到全速为你想要的堵塞导致被拉归来的排水管。缓慢和谨严的将排水管堵塞的工作。试着把它而不是把它进一步造成另一个堵塞下水道管。假如你有位于主排水管道的堵塞,租一个贸易的功率消耗,而是波纹管。
他们使用的电动工具通常是更强盛的有良多额外的电缆。这将答应你打破你真的很难堵塞的排水管。使用机器时,你必需进入狭小空间或地下室找到一个干净的了。应该安装在排水管最远的部门,漏极线与下水道连接的地方。你可以开始将电缆管的位置。选择你的HDPE聚乙稀塑钢缠绕排水管:选择电动排水的波纹管,有足够的电缆通过排水管的整个长度的主下水道。你的排水管的直径应与排水波纹管点。假如你没有这个,选择点,在尺寸的排水管最近。位必需连接到电缆之前启念头器。你还应该确保机器处于“封闭”位置之前,你开始将电缆管。一旦你把电缆下充分,你可以启动马达来匡助推动电缆进一步下降。
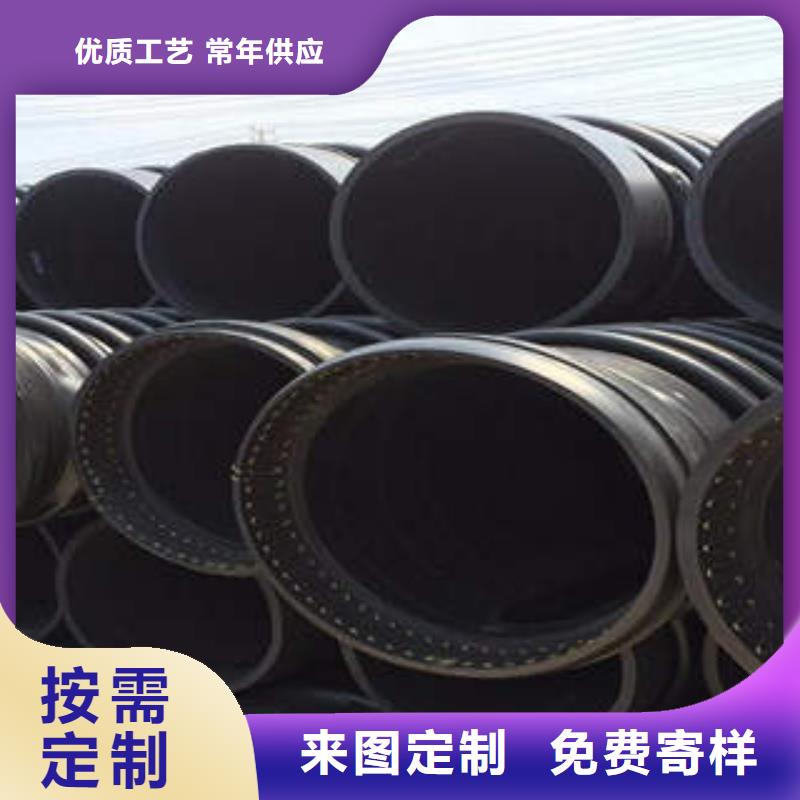
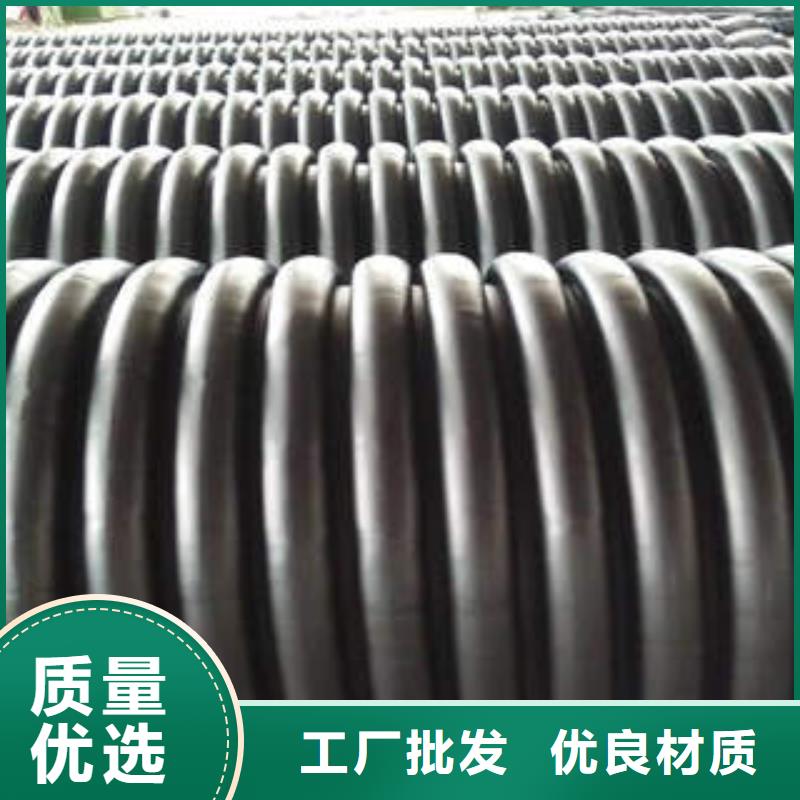
使用电动排水波纹管:一旦开始喂养下排水管,反向引擎时,开始慢下来,这可能表明,它已达到堵塞。既然你不能感觉到它当您使用的是手动排水波纹管,你感觉你的方式通过排水用你的耳朵。你必需做它直到波纹管冲破堵塞。你可以继承喂养电缆直至达到排水主管道。一旦它突破到主开关,电机反转使电缆将开始撤出排水。HDPE塑钢缠绕排水管是新型钢塑复合重力自流管道产品。由钢塑复合的异型带材经螺旋环绕纠缠焊接(搭接面上挤出焊接)制成,其内壁光滑平整,规格为DN200- DN2600mm。该种管材具有耐侵蚀、质量轻、安装简便、通流量大、寿命长(50年)等长处,可替换高能耗材质(水泥、铸铁、陶瓷等)制作的管材,属环保型绿色产品。
HDPE塑钢缠绕排水管材贮存应知足下列要求:管材存放场地应平整,阔别热源;堆垛应整洁;管材堆放时两侧应采用木楔和木板档住,防止滑动;管材堆放高度应按照CJ/T270-2007的要求执行,不得超过3米;不同直径与不同环刚度等级管材宜分类堆放;管材长时间堆放时应遮盖以防止阳光直射和暴晒;橡胶套、螺栓、不锈钢套等宜放在库房存贮;在管道安装现场,管材堆放应防止阻碍交通。管材装卸应知足下列要求:管材装卸时,严禁管材抛落及相互撞击;小口径较轻管材可人工装卸,大口径/重管应采用机械吊装;装卸时吊索应采用柔性软质的、较宽的尼龙吊带或绳,不得用钢丝绳或铁链直接接触吊装管材;管材的起吊宜采用两个吊点起吊,严禁穿心吊,吊点间隔应符合CJ/T270:2007的要求,即管材上两吊点应在间隔管两端约1/4管优点;移动或装卸管材时不得造成其它管材移位或动弹。
他们使用的电动工具通常是更强盛的有良多额外的电缆。这将答应你打破你真的很难堵塞的排水管。使用机器时,你必需进入狭小空间或地下室找到一个干净的了。应该安装在排水管最远的部门,漏极线与下水道连接的地方。你可以开始将电缆管的位置。选择你的HDPE聚乙稀塑钢缠绕排水管:选择电动排水的波纹管,有足够的电缆通过排水管的整个长度的主下水道。你的排水管的直径应与排水波纹管点。假如你没有这个,选择点,在尺寸的排水管最近。位必需连接到电缆之前启念头器。你还应该确保机器处于“封闭”位置之前,你开始将电缆管。一旦你把电缆下充分,你可以启动马达来匡助推动电缆进一步下降。
使用电动排水波纹管:一旦开始喂养下排水管,反向引擎时,开始慢下来,这可能表明,它已达到堵塞。既然你不能感觉到它当您使用的是手动排水波纹管,你感觉你的方式通过排水用你的耳朵。你必需做它直到波纹管冲破堵塞。你可以继承喂养电缆直至达到排水主管道。一旦它突破到主开关,电机反转使电缆将开始撤出排水。HDPE塑钢缠绕排水管是新型钢塑复合重力自流管道产品。由钢塑复合的异型带材经螺旋环绕纠缠焊接(搭接面上挤出焊接)制成,其内壁光滑平整,规格为DN200- DN2600mm。该种管材具有耐侵蚀、质量轻、安装简便、通流量大、寿命长(50年)等长处,可替换高能耗材质(水泥、铸铁、陶瓷等)制作的管材,属环保型绿色产品。
HDPE塑钢缠绕排水管材贮存应知足下列要求:管材存放场地应平整,阔别热源;堆垛应整洁;管材堆放时两侧应采用木楔和木板档住,防止滑动;管材堆放高度应按照CJ/T270-2007的要求执行,不得超过3米;不同直径与不同环刚度等级管材宜分类堆放;管材长时间堆放时应遮盖以防止阳光直射和暴晒;橡胶套、螺栓、不锈钢套等宜放在库房存贮;在管道安装现场,管材堆放应防止阻碍交通。管材装卸应知足下列要求:管材装卸时,严禁管材抛落及相互撞击;小口径较轻管材可人工装卸,大口径/重管应采用机械吊装;装卸时吊索应采用柔性软质的、较宽的尼龙吊带或绳,不得用钢丝绳或铁链直接接触吊装管材;管材的起吊宜采用两个吊点起吊,严禁穿心吊,吊点间隔应符合CJ/T270:2007的要求,即管材上两吊点应在间隔管两端约1/4管优点;移动或装卸管材时不得造成其它管材移位或动弹。



PE塑钢缠绕排水管的使用规模越来越广,施工需求量增大,市场上许多质量低质的PE塑钢缠绕排水管也混入其间,牟取暴利,不会专业人员底子无法分辩,对客户形成很大的丢失。为使客户选购时不被遮盖,以下小编为我们具体介绍PE塑钢缠绕排水管常见缺点的缘由剖析:内壁不平坦PE塑钢缠绕排水管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;
原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。c、扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了d、扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离(成型机与水套不对中);内层壁厚偏薄;内层真空过早停止。e、扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;
之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。f、扩口末端的内层有凹限其原因一般是扩口后的 个波和第二个波内的气压过小;扩口后的 个波和第二个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。内层有划痕通常由于料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。外壁有小孔其缘由是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底树脂的相容性欠好。管材的波峰歪斜由成型机速度过快冷却欠好、正常冲气气压过小导致。管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。
管材曲折缘由是外层的偏壁严峻或水套与成型机的对中性未调好。轴向上波峰的厚度不一致正常冲气过大、口模的空隙过大等导致。内壁不平整。内壁不平整一般由真空度偏小、水套温度过高、内层过薄等引起。真空度偏小应当检查内层真空管路是否畅通,真空泵是否工作正常等。水套温度过高一般是因为冷却水的水温过高或冷却水的流量过小引起,可通过这两个方面的调整来解决。内层有划痕一般因为料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。外壁有小孔其原因是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了提高管材性能而加入的部分如功能母料、消泡剂等的分散性不好,或者说与基础树脂(PE)的相容性不好。
原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。c、扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了,扩口放气提前结束了d、扩口前端的内层有凹限引起这种现象的原因一般是内层冲气过早启动;水套与在型模块的中线偏离(成型机与水套不对中);内层壁厚偏薄;内层真空过早停止。e、扩口末端内层堆料,这种现象往往会导致扩口往里面凹。其原因是扩口末端内层料过厚;成型机在此段的降速的量过大;
之前几段的内层冲气过大;内层的料温过高致料坯过软;外层的料坯在此段过厚。f、扩口末端的内层有凹限其原因一般是扩口后的 个波和第二个波内的气压过小;扩口后的 个波和第二个波所对应的内层壁厚过厚;内层真空度较小或内层真空启动过晚;原材料的韧性差等。内层有划痕通常由于料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。外壁有小孔其缘由是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了进步管材功用而参加的有些如功用母料、消泡剂等的分散性欠好,或许说与根底树脂的相容性欠好。管材的波峰歪斜由成型机速度过快冷却欠好、正常冲气气压过小导致。管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。
管材曲折缘由是外层的偏壁严峻或水套与成型机的对中性未调好。轴向上波峰的厚度不一致正常冲气过大、口模的空隙过大等导致。内壁不平整。内壁不平整一般由真空度偏小、水套温度过高、内层过薄等引起。真空度偏小应当检查内层真空管路是否畅通,真空泵是否工作正常等。水套温度过高一般是因为冷却水的水温过高或冷却水的流量过小引起,可通过这两个方面的调整来解决。内层有划痕一般因为料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。外壁有小孔其原因是物料内有杂质;某区段温度失控致物料烧糊,糊料时而被带出;为了提高管材性能而加入的部分如功能母料、消泡剂等的分散性不好,或者说与基础树脂(PE)的相容性不好。

