
更新时间:2025-02-24 10:58:41 浏览次数:2 公司名称:杭州 苏沪金属制品有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 4350 |
| 发货期限 | 两天 |
| 供货总量 | 4000 |
| 运费说明 | 物流 |
| 最小起订 | 1根 |
| 质量等级 | 一级 |
| 是否厂家 | 否 |
| 产品材质 | Q235B Q345B 16mn |
| 产品品牌 | 神悦 |
| 产品规格 | 规格全 |
| 发货城市 | 包头 |
| 产品产地 | 包头 |
| 加工定制 | 加工 |
| 产品型号 | 型号全 |
| 可售卖地 | 全国 |
| 产品重量 | 过磅 |
| 产品颜色 | 碳钢 |
| 质保时间 | 一年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 排水用 |
| 是否进口 | 否 |
| 质量认证 | 认证 |
| 产品功率 | 无功率 |
| 工作温度 | 530 |
| 长度 | 6米 可按客户要求定尺 |


<榆林>神悦钢材有限公司31857
当前,榆林16mn螺旋管行业遇到前所未有的困难,市场需求疲软,产能严重过剩,流通成本居高不下,主营业务亏损,企业效益下滑,行业风险日益加大。如何选择适合的 发展战略,推动钢铁业走出困境,成为整个行业面临的共性问题。随着新一代信息技术与制造业深度融合,新的生产方式、商业模式会不断出现。因此,必将对钢铁企业战略选择产生不可抗拒的影响。 通过榆林Q345B螺旋管的接头就可以简单的分辨一下大小口径螺旋钢管的质量,这也是对大小口径螺旋钢管成品检验的一个非常重要的内容。也就是通过大小口径螺旋钢管焊缝表面的以及它尺寸上的偏差来分辨。可以借助标准样板和量规以及放大镜等工具来进行检验。如果发现大口径螺旋钢管焊缝的表面出现缺陷的话,那么就说明焊缝的内部有存在着的可能,是大小口径螺旋钢管上如果有这种情况的话则更为明显。
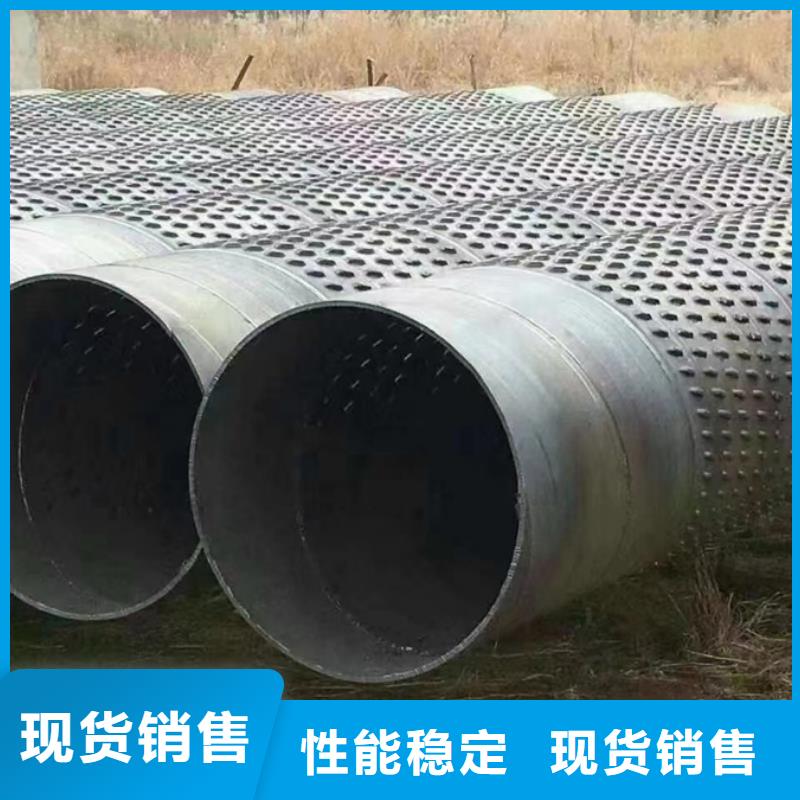
喷涂(抛光)并去除锈蚀后,不只能够扩展管外外表的物理吸附效果,榆林Q345B螺旋管并且能够增强防腐层与管外外表之间的机械粘合效果。因而,喷雾(抛光)除锈是管道除锈的抱负办法。通常,喷丸除砂主要用于管道的内部和外部处理,喷丸除砂主要用于管道的外表处理。 输水工程榆林Q345B螺旋管外径219—3000mm,壁厚5—30mm,可接受材质Q235B、16mn、Q345B、C、D、Q355B、C、D等合金材质,以及定尺、非标、切割等各种要求的的订做业务。公司产品主要用于桥梁建设,输水工程,电力,热力,基建,打桩,施工钢筋混凝土护壁等工程配套。公司自建厂以来,靠的产品质量和良好的后服务,而享誉海内外市场,深受用户好评。欢迎广大用户合作经验。我们将竭诚为您服务。螺旋钢管生产王经理给大家详细讲解一下螺旋钢管:螺旋钢管就是在进行人工挖孔桩的过程中,由于土质不稳定,施工钢筋混凝土护壁存在较大难度所以采用钢质的护壁对孔桩进行保护。螺旋钢管就是根据孔桩的大小用铁皮箍成的一个圆形的两头都是空的桶。

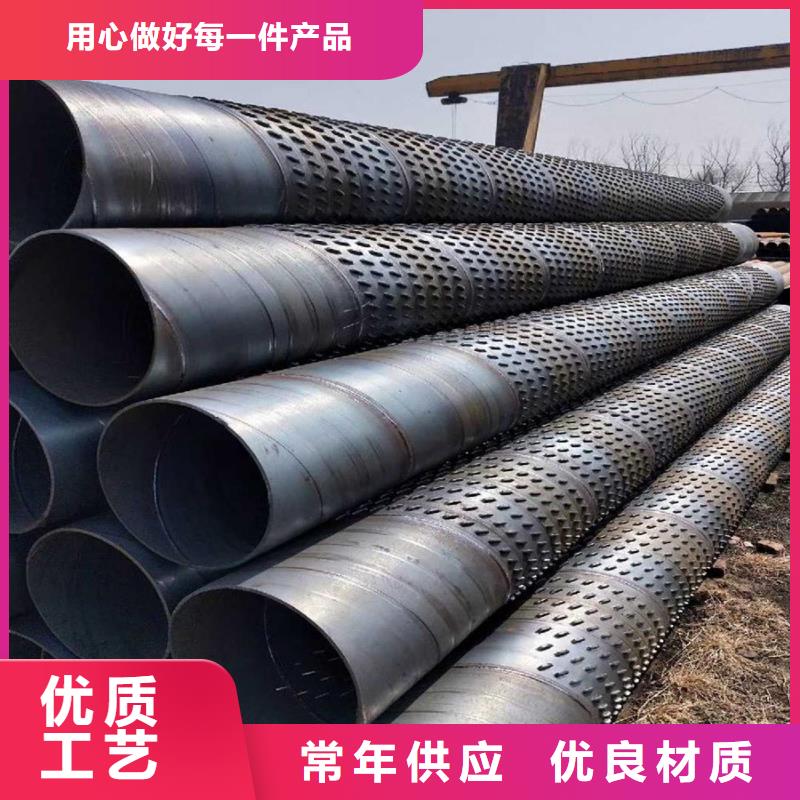
5.榆林Q355B螺旋管滚轧法 一般不用芯轴,适合于厚壁管内侧圆缘。 6.榆林Q355B螺旋管滚轮法保温螺旋钢管 在保温螺旋钢管内放置芯子,外周用滚轮推压,用于圆缘加工。 第二、榆林Q355B螺旋管的防腐方法 此种钢管就是人们经常说的保温螺旋钢管此种加工方法是指在螺旋钢管的表层和内层涂上化学涂料常见的防腐形式有3pe防腐、环氧树脂防腐、水泥砂浆防腐、ipn8710防腐此种加工方法 的目的就是延长管道的使用寿命。 风力元素:喷涂操作期间风速需要5米/秒以下。因为风速超过5 m / s时它会放出热量产生的反应这将影响聚氨酯泡沫的发泡反应迅速使产品的外观脆。同时,由于喷雾发泡机会将物料混合喷雾成雾化状态,如果风速过高,雾化颗粒会被吹走,物料损失增加,环境受到污染。


二. 榆林防腐螺旋管冲压成形 冲压成形螺旋钢管弯头是早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。 与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。 冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。 冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。


