以下是:数控等离子切割机光纤金属激光切割机种类齐全的产品参数
| 产品参数 |
|---|
| 产品价格 | 电仪 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 供方支付 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
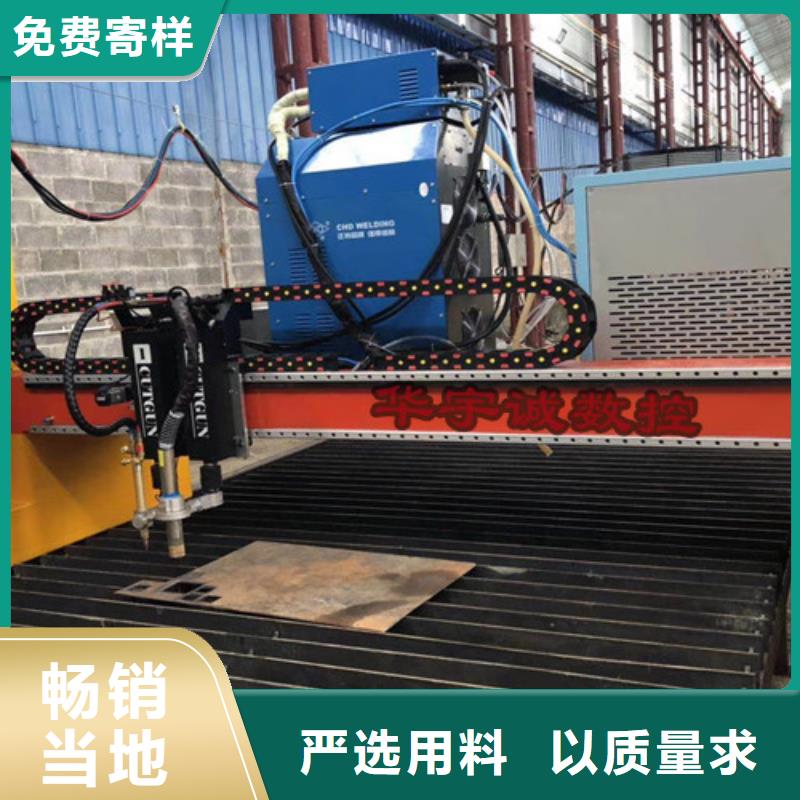
以下是:数控等离子切割机光纤金属激光切割机种类齐全的图文视频
选购数控等离子切割机光纤金属激光切割机种类齐全来陕西省安康市找华宇诚数控科技有限公司,我们是直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:-18986290037,{QQ:1051088151},:[武汉江夏区庙山工业园特1号到陕西省 安康市 汉滨区、汉阴县、石泉县、宁陕县、紫阳县、岚皋县、平利县、镇坪县、旬阳市、白河县]。 陕西省,安康市 2022年,安康市地区生产总值为1268.65亿元,居民人均可支配收入为21420元。
不要犹豫,点击播放我们的数控等离子切割机光纤金属激光切割机种类齐全产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:数控等离子切割机光纤金属激光切割机种类齐全的图文介绍

数控等离子切割机切割质量的评价指标这一节我们谈一下数控等离子切割机切割质量的评价指标,对于数控等离子切割机切割质量的评价指标,相信大家都不是很清楚,接下来就由武汉耐霸小编来给大家介绍一下。 数控等离子切割机切割质量的评价指标目前还没有推荐性的标准,只有行业标准:即《热切割等离子弧切割、质量和尺寸偏差》(JB/T 10045.4-1999)。对等离子弧切割质量的评价主要包括以下几个方面: 一、切口的宽度:它是评价切割机切割质量的重要特征值之一,也反映切割机所能切割小圆的半径尺寸。它是以切口宽处的尺寸来计量的,大部分等离子切割机的切口宽度在0.15~6mm之间。造成的影响:1、过宽的切口不仅会浪费材料,也会降低切割速度和增大能耗。2、切口宽度主要与喷嘴孔径有关,一般来说,切口宽度总是要比喷嘴孔径大10%~40%。3、当切割厚度增加时,往往需要使用更大的喷嘴孔径,切口也将随之加宽。4、切口宽度增加,会使割件的变形量增大。二、表面粗糙度:它用来描述切口表面的外观,确定切割后是否需要再加工。它是测量切口深度2/3处横断面上的Ra值。由于切割气流的作用在切割前进方向上产生纵向振动的结果,主要形式是切割波纹。一般要求氧乙炔法切割后的表面粗糙度:1级Ra≤30μm,2级Ra≤50μm,1级Ra≤100μm。等离子弧切割的切口Ra值通常超过火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱边的方形度:它也是反映切割质量的重要参数,关系到切割后所需要再加工程度。该指标常用垂直度U或角度公差来表示。一般来说:等离子弧切割时其U值与板厚及工艺参数关系密切,通常在U≤(1%~4%)δ(δ为板厚),激光切割U≤0.5mm。四、热影响区的宽度:该指标对于那些可硬化或可热处理的低合金钢或合金钢非常重要,过宽的热影响区宽度会明显改变切口附近的性能。空气等离子弧切割的热影响区宽度在0.3mm左右,水下等离子弧切割时,热影响区宽度还可以更窄。五、挂渣量:是描述热切割后在切口下缘粘附的氧化物熔渣或重新凝固材料的多少。挂渣的等级通常是靠肉眼观测来确定的,一般用无、轻微、中等和严重等术语来描述。另外,对割缝直线度、上缘的熔化度以及缺口等也应该有相应的要求。


正确设定数控等离子切割机的弧压自动调高目前数控切割设备在各工业行业的应用逐渐扩大,但在实际应用中操作人员总会遇到各个方面的问题。今天结合我们海斯科技的弧压调高器来讲解一下关于数控切割机自动调高的设定问题。首先将数控等离子切割机系统切割模式设为等离子模式,开启弧压调高器电源。接下来就从下面三个方面来设定自动调高器。图片1.测试手动调高是否运转正常试按调高器上手动上升(TORCH↑)、下降(TORCH↓)按钮,观察割炬运动方向是否正确;在割炬上限位置点按手动上升按钮,割炬应没有上升动作,此时按下降按钮,割炬应下降;在割炬下限位置点按手动下降按钮,割炬应没有下降动作,此时按上升按钮,割炬应上升,确认上限位、下限位动作可靠。若割炬不能上升(或下降),可能是割炬处在上限(下限)位置上,或者上限位开关(下限位开关)损坏。请及时更换损坏的限位开关,否则会因开关不动作导致调高电机损坏。2.初始定位测试按调高器上初始定位(IHS TEST)按钮,此时,等离子割炬应以初始定位下降脉宽(IHS DOWN PWM)设定的速度向下运动,喷嘴接触钢板后停顿,并以初始定位上升脉宽(IHS UP PWM)设定的速度上升定位时间(IHS时间),到达适当的起弧高度停止。起弧高度一般为切割高度的1.5~2倍,根据等离子电源的说明书来设定,如切割高度为1.5mm,其起弧高应该为3mm左右。用户可以根据切割经验,调整定位时间来改变起弧高度,以在减少耗材损伤的前提下达到的切割质量。3.弧压测试按调高器上初始定位(IHS TEST)按钮,使割炬到达起弧高度,再点按调高器上弧压测试(ARC TEST)按钮,起弧成功,观察弧压监视窗口中测到的弧压值。检测到的弧压值应该与弧压设定值相近。若两者相差太大,请调整弧压设定值,使之相近,否则,会引起切割时切割高度太高或使割炬在切割过程中撞板,两种方式下,都会导致切割质量下降,并引起割炬耗材的严重损伤 。经过以上测试后,我们就可以开始正式切割了。实际使用中,切割的具体参数和割炬易损件,输入电压,空气压力...都有关系,操作人员应该积极去了解和学习设备的相关专业知识,从而积累一些使用经验。以便让设备发挥出更好的使用效果!



华宇诚数控科技有限公司为了更好地满足客户需求,严格控制采购、销售、仓储和运输四大过程。在质量方针“客户需求至上,环保安全健康,塑造 陕西安康激光光纤切割机先锋,实现持续发展”的倡导下,我们借助于高效的运作、合理的、强大的配送设施,在 陕西安康激光光纤切割机领域树立了良好的口碑,为广大用户搭建了集中采购、就近服务的资源讯息平台,并以厂方,由用户休验品质,以提供服务为宗旨,坚持诚信、透明、公平、公正、合理的经营理念面向用户。



数控等离子切割机的加工质量对于企业生产具有十分重要的意义,在目前等离子切割所应用的多个领域中,对于精度及坡口斜度的改进将为企业的二次加工带来显著效益,今天,我们专门找来影响等离子切割质量的五项重要因素,为方便用户深入了解这五大参量对于数控等离子切割机加工质量的改进与实际操作,下面我们将分别予以介绍。一、数控等离子切割机工作气体数控等离子切割机工作气体与流量是影响切割质量效果的一项主要参数,目前所普遍采用空气等离子切割只为众多工作气体中的一类,概因使用成本相对较低而得到广泛普及,但从加工效果来说的确有所欠缺,我们所指的数控等离子切割机工作气体包括切割气体和协助气体,有些设备还要求起弧气体,通常要根据切割材料的种类,厚度和切割方法来选择合适的工作气体。切割气体既要保证等离子射流的形成,又要保证去掉切口中的熔融金属和氧化物。过大的气体流量会带走更多的电弧热量,使得射流的长度变短,导致切割能力下降和电弧不稳;过小的气体流量则使等离子弧失去应有的挺直度而使切割的深变浅,同时也容易产生挂渣;所以气体流量一定要与切割电流和速度很好的配合。现在的等离子弧切割机大多靠气体压力来控制流量,因为当割炬孔径一定时,控制了气体压力也就控制了流量。切割一定板厚材料所使用的气体压力通常要按照客户提供的数据选择,若有其它的特殊应用时,气体压力需要通过实际切割试验来确定。常用的工作气体有:氩气、氮气、氧气、空气以及H35、氩-氮混合气体等。1.空气中含有体积分数约78%的氮气,所以利用空气切割所形成的挂渣情况与用氮气切割时很想像;空气中还含有体积分数约21%的氧气,因为氧的存在,用空气的切割低碳钢材料的速度也很高;同时空气也是很经济的工作气体。但单独使用空气切割时,会有挂渣以及切口氧化、增氮等问题,而且电极和喷嘴的寿命较低也会影响工作效率和切割成本。2.氧气可以提高切割低碳钢材料的速度。使用氧气进行切割时,切割模式与火焰切割很想像,高温高能的等离子弧使得切割速度更快,但是必须配合使用抗高温氧化的电极,同时对电极进行起弧时的防冲击保护,以延长电极的寿命。3.氢气通常是作为协助气体与其它气体混和作用,气体H35(氢气的体积分数为35%,其余为氩气)是等离子弧切割能力好的气体之一,这主要得利于氢气。由于氢气能显著提高电弧电压,使氢等离子射流有很高的焓值,当与氩气混合使用时,其等离子射流的切割能力大大提高。一般对厚度70mm以上的金属材料,常用氩+氢作为切割气体。若使用水射流对氩+氢气等离子弧进一步压缩,还可获得更高的切割效率。4.氮气是一种常用的工作气体,在有较高电源电压的条件下,氮气等离子弧有较好的稳定性和比氩气更高的射流能力,即使是切割液态金属粘度大的材料如不锈钢和镍基合金时,切口下缘的挂渣量也很少。氮气可以单独使用,也可以同其它气体混和使用,如自动化切割时经常使用氮气或空气作为工作气体,这两种气体已经成为高速切割碳素钢的标准气体。有时氮气还被用作氧等离子弧切割时的起弧气体。5.氩气在高温时几乎不与任何金属发生反应,氩气等离子弧很稳定。而且所使用的喷嘴与电极有较高的使用寿命。但氩气等离子弧的电压较低,焓值不高,切割能力有限,与空气切割相比其切割的厚度大约会降低25%。另外,在氩气保护环境中,熔化金属的表面张力较大,要比在氮气环境下高出约30%,所以会有较多的挂渣问题。即使使用氩和其它气体的混合气切割也会有粘渣倾向。因此,现已很少单独使用纯氩气进行等离子切割。



今年在陕西省安康市购买数控等离子切割机光纤金属激光切割机种类齐全有了新选择,华宇诚数控科技有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。直销,确保为您提供实惠且品质卓越的数控等离子切割机光纤金属激光切割机种类齐全产品。如需购买或咨询,请随时联系我们,联系人:-18986290037,QQ:1051088151,:江夏区庙山工业园特1号。