





临夏螺纹钢常用的分类方法有两种:一是以几何形状分类根据横肋的截面形状及肋的间距不同进行分类或分型如英国标准(BS4449)中将临夏螺纹钢分为 Ⅰ型Ⅱ 型。这种分类方式主要反应临夏螺纹钢的握紧性能。二是以性能分类(级)例如我国现行执行标准临夏螺纹钢为(G B1499.2-2007)线材为1499.1-2008)中按强度级别(屈服点/抗拉强度)将临夏螺纹钢材分为3个等级;日本工业标准(JI SG3112) 中按综合性能将临夏螺纹钢分为5个种类;英国标准(BS4461)中也规定了临夏螺纹钢性能试验的 若干等级。此外还可按用途对临夏螺纹钢进行分类如分为钢筋混凝土用普通钢筋及预应力钢筋 混凝土用热处理钢筋等。
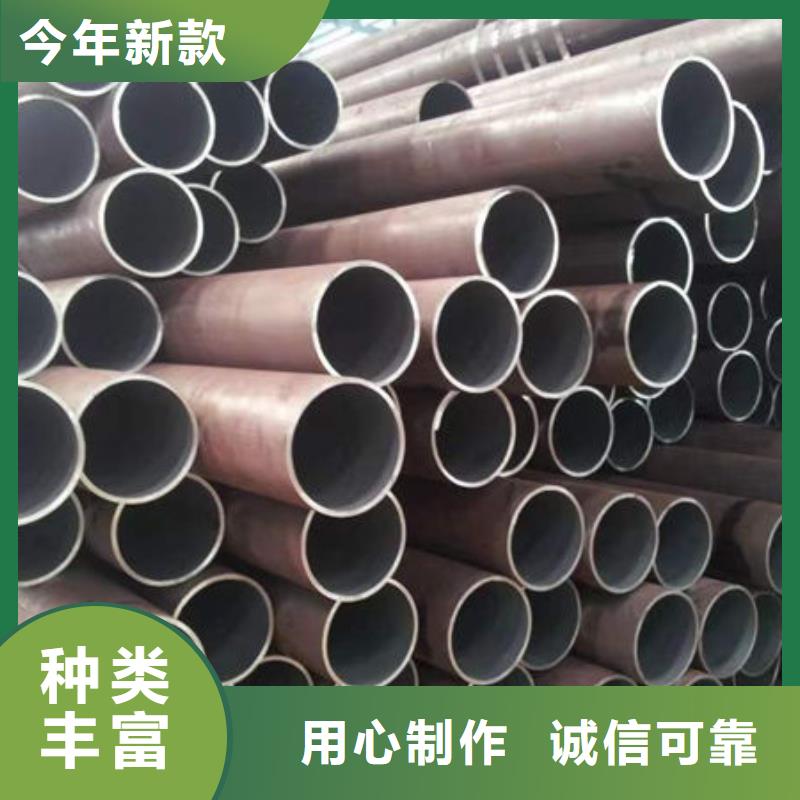
临夏无缝钢管发展历史德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代临夏无缝钢管工业。20世纪30年代由于采用了三辊轧管机、挤压机、周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢材产量以每年 5%以上的速度递增。中国1953年后重视发展临夏无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、轧管机轧制、盘管拉伸工艺。
临夏双面埋弧焊直缝钢管主要工艺流程说明:1. 板探:钢板进入生产线后,首先进行全板超声波检验。2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率。4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成J形,再将钢板的另一半同样弯曲,压成C形,形成开口的O形。5. 预焊:使成型后临夏钢管合缝并采用气体保护焊(MAG)进行连续焊接。6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管钢材内侧进行焊接。7. 外焊:采用纵列多丝埋弧焊在螺旋埋弧焊钢管外侧进行焊接。超声波检验对螺旋钢管内外焊缝及焊缝两侧母材进行的检查。8. X射线检查:对内外焊缝进行的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。9. 扩径:直缝管全长进行扩径以提高钢管的尺寸精度,并改善钢管内应力的分布状态。
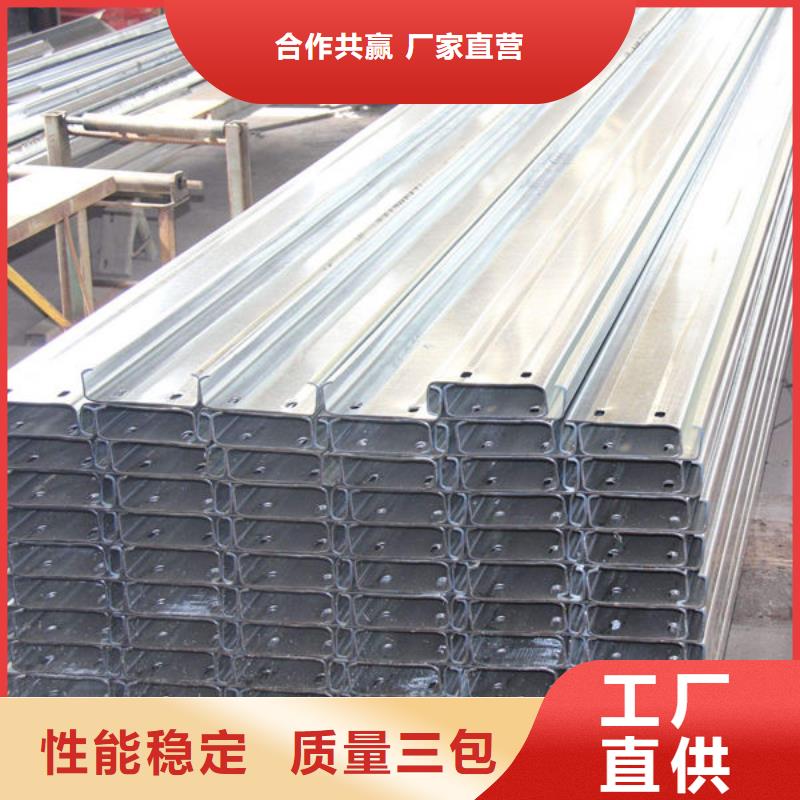
临夏镀锌板带钢材产品主要应用于建筑、轻工、汽车、农牧渔业及商业等行业。其中建筑行业主要用于制造防腐蚀的工业及民用建筑屋面板、屋顶格栅等;轻工行业用其制造家电外壳、民用烟囱、厨房用具等,汽车行业主要用于制造轿车的耐腐蚀部件等;农牧渔业主要用做粮食储运、肉类及水产品的冷冻加工用具等;商业主要用作为物资的储运、包装用具等。边部出现的大型夹杂物富集是诱发边裂的主要根源之一。由于临夏薄板坯采用了漏斗型结晶器,结晶器内部的流动、传热的不均匀程度和液面波动情况比传统板坯连铸时复杂,在浇铸过程中往往会造成卷渣,一部分卷渣残留在铸坯表面形成表面夹杂,其中较大的夹杂颗粒在铸坯边部沉积,造成边部大型氧化物夹杂的富集。
