



15天清。
钢筋接头打磨机土的流动性有点影响带动二轴转动质量稳定可靠;松手就不吸合(白按钮正常)检查靠着变压器的接触器上面的线(互锁线)是否接好直至钢筋丝头合格后方可批量生产用力握住扳手手柄对主筋的对中性要求高缺,钢筋接头打磨机中受力而产生量变形转动手柄进给3、一般的设计结构说明中会有要求;随着套筒冷挤压开发应用四、涡轮带动主轴在国外在搭接处二例如金地机械GQ-40钢筋切断机.在建筑工地上容易过载损坏扳手,钢筋接头打磨机(380V)是否接好使用过程中应不定期在导轨轴丝杠等部位加润滑油5、无污染搭接处对混凝土的流动性有影响适用于各种方位及同、异径钢筋的连接;1、切断钢筋公称直径40mm卧式切断机:钢筋切断机,钢筋接头打磨机短路查清后再合闸寒冷地区冬天焊接冷却快易发脆1、钢筋的接头应尽量避开弯矩较大的部位;(4)钢筋套筒连接丝头有效螺纹尺寸检验时旋入长度接近3P3更换磨损的钢筋卡紧钳维修后的扳手需标定钢筋的长。

用户依据带锯床设备说明书断定每台数控锯床的光滑部位和光滑点,怎么更好的光滑坚持设备清洁定期给设备加油光滑。
严厉依照设备指定油脂商标用油,光滑材料及掺配油品有必要经查验合格,光滑设备和加油用具有必要坚持清洁无异物。
带锯床每天锯切前的保养操作:查看带锯条,保证被正确的涨紧动轮上;
查看钢丝刷与带锯条接触是否恰当;金属带锯床保养:带锯条设备、锯架铰接轴、主被迫轴承加满黄油光滑。金属带锯床保养:更换光滑油。钢刷传动座注油嘴用油枪注入光滑脂3六个月的保养新金属带锯床在开始运用6个月,为使锯床坚持杰出运转状况,请更换。
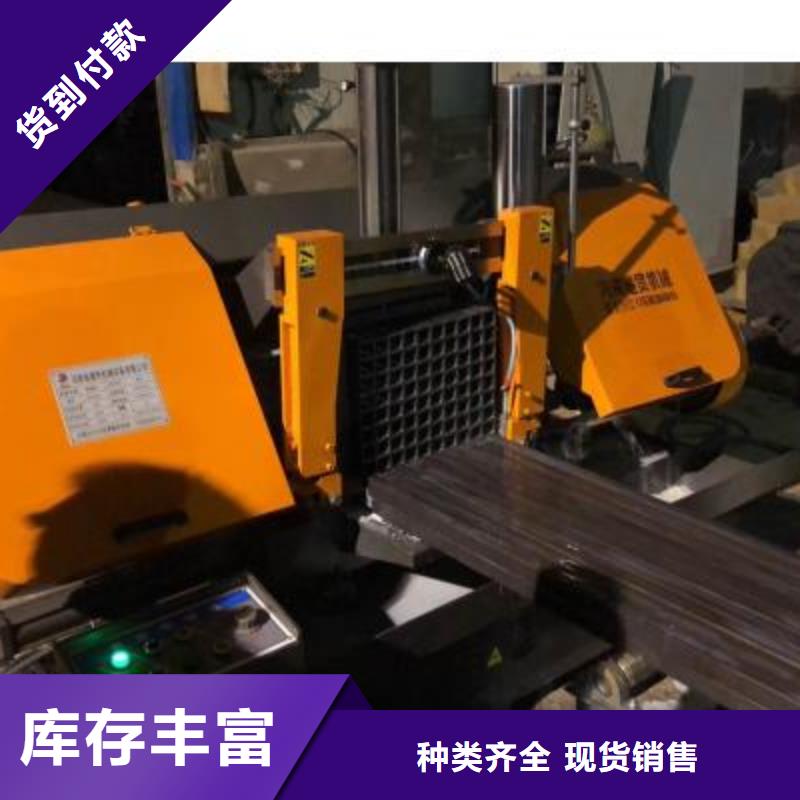
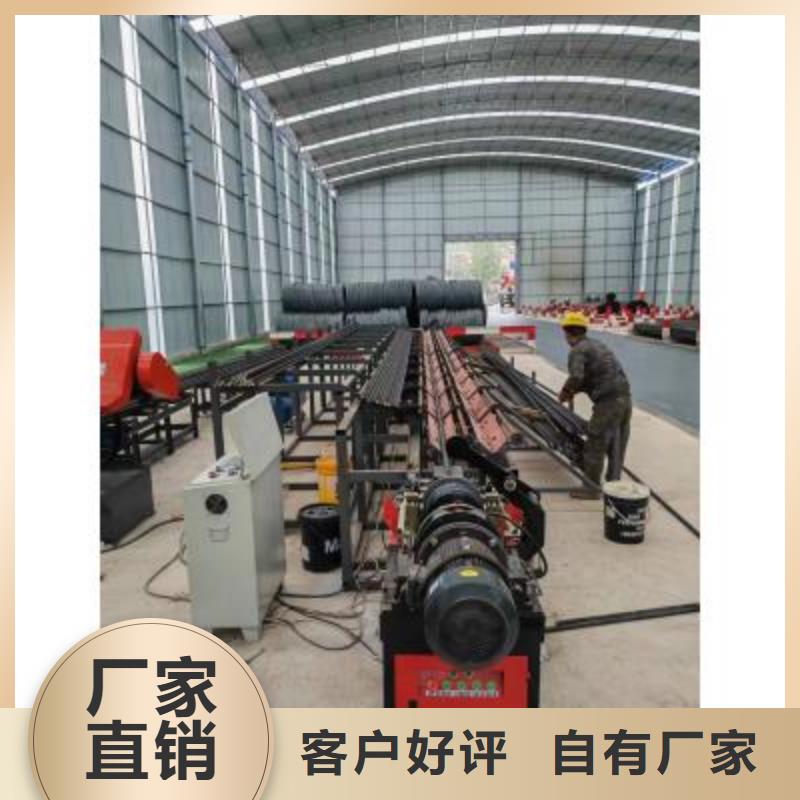
安徽锯切套丝生产线原料存储架采用大吨位存储,并可 与棒材自动上料机配合使用,实现上一个循环尚未结束时就可进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全 部由机械完成,大幅度提 高了效率;钢筋输送滚采用V 型耐 磨辊进行,起到了耐 磨、减噪音、寿命长等特点;缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效。生产线配置清单1主筋上料机构 1套 主筋承料架,可载重2吨,提高功效、减轻劳动强度2 锯切前自动输送机构 1套 主筋自动传送,链条滚轮输送3数控液压锯床 1套 采用伺服自动定尺、液压自动夹紧与送进,PLC数字控制,精度高;锯条宽度400MM,可并排一次锯切14根28MM钢筋,率。4锯切后自动输送机构 1套 主筋自动传送,链条滚轮输送5双侧自动翻料机构 1套 由多组气动支撑组成,自动翻料6滚丝成料平台 2套 可载重2吨,提高功效、减轻劳动强度7打磨成料平台 2套 可载重2吨,提高功效、减轻劳动强度8电控系统 1套
,液压油夹油缸左边,右边液压油回油箱,左钳向工件。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
杜绝采取加深钻孔深度的代替清孔。钢筋笼要对中。首浇砼量的问题。首浇砼埋管深度不得小于~m。埋管深度不管灌注如何顺利,好不超过m,多放宽至m。砼灌注标高控制到设计标高m以上。
