



黄石数控钢筋自动滚丝线性价比高 <黄石>建贸机械有限公司
可更换新刀片。滚丝轮滚轧一定数量的丝头后,因磨损或牙形损坏,不能滚轧出合格丝头时,应更换新滚丝轮。更换新滚丝轮时,调整螺距的垫圈务必安装正确,否则不能使用。1)无冷却液时严禁滚轧加工螺纹。2)冷却液务必用水溶性切削液,严禁使用油性溶液,更不可用油代替。天气寒冷地区在施工完后应将切削液放出,预防冻坏冷却系统。3)待加工的钢筋端部应平整,必须用无齿据下料。且在端部500mm长度范围内应圆直,不允许弯曲,不允许将气割或钢筋切断机下料的端头直接加工。4)在初始切削时进给应均匀,切勿猛进,以防刀刃崩裂。5)滑杆及滑板应经常清理并涂机械润滑油。6)铁屑应及时清理干净。(应在断电状态下清理)。7)冷却液应半月清理一次。

选择合适的转速,如何磨合新锯条呢?首先降低进给量,将切割速度降低到正常切割速度的%%,切割需要在低速下进行,确保锯齿切出铁屑,当锯条全部进入到工件后,可以稍加大进给量,之后的每次锯切,逐步加大进刀速度,直到达到正常的锯切速度,如果噪音或者振动幅度很大,则需要对转速进行小幅度调整。别的普遍存在切削功率低的疑问和锯切成批量资料时加工精度不疑问这些疑问致使切削功率低的疑问究其原因在进给切削时
、锯床切削液的作用: 在带锯条锯切过程中,切削液不仅能带走很多的切削热,下降锯切区温度,而且起到光滑,削减齿尖与资料的磨擦,下降切削力,进步锯条耐用度和生产率。切削液一般具有冷却、光滑、清洗避免发生切屑及进步防锈功用。、切削液的经济效益及份额要求:

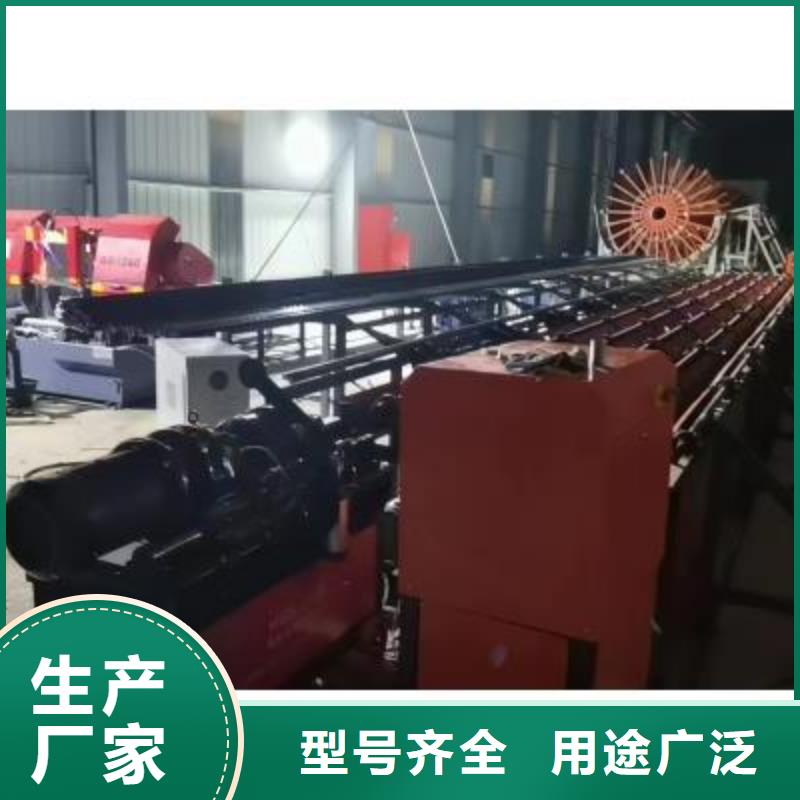
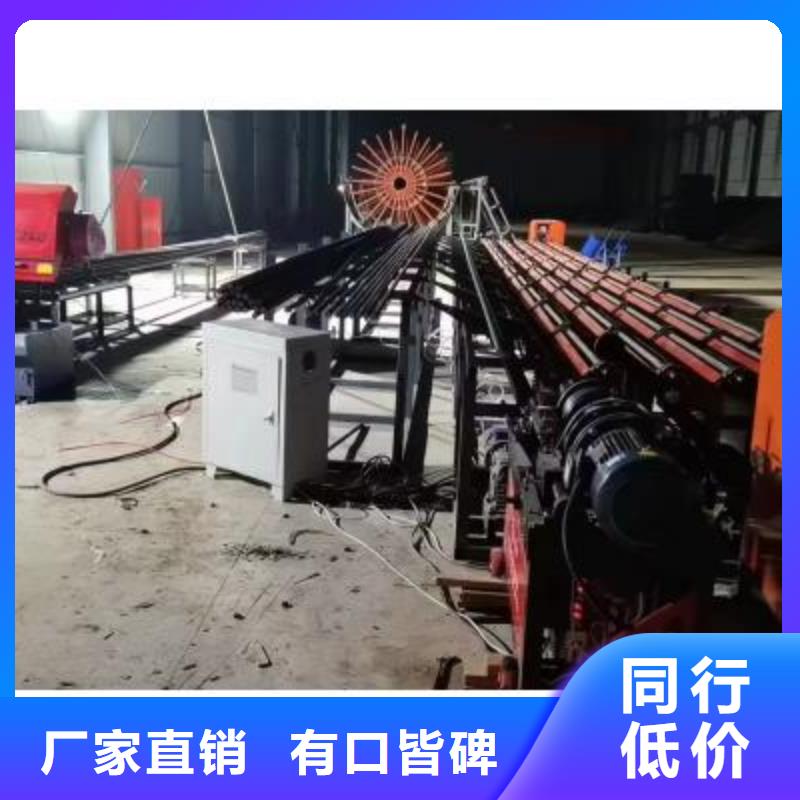
黄石数控钢筋锯切套丝生产线针对国内螺纹钢筋的连接,整体结合国际技术,自主研发的集电气、液压、气动为一体全自动化科技产品,具有国际先进水平,国内。可自动完成钢筋直径12~50mm,强度HRB335、HRB400、HRB500的锯切,具有切削效率高、自动定尺、节能省料、操作简单等特点。加工服务: 售后24小时在线 服务特色: 效率高寿命长质量稳定质好价优数控钢筋锯切套丝生产线大锯切.快速度.高效率.超耐用节省人力欢迎定购!自动化程度高,大大降低劳动强度全机配备横向上料装置,上料方便自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力短时间实现从原材料到两端套丝半成品智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作

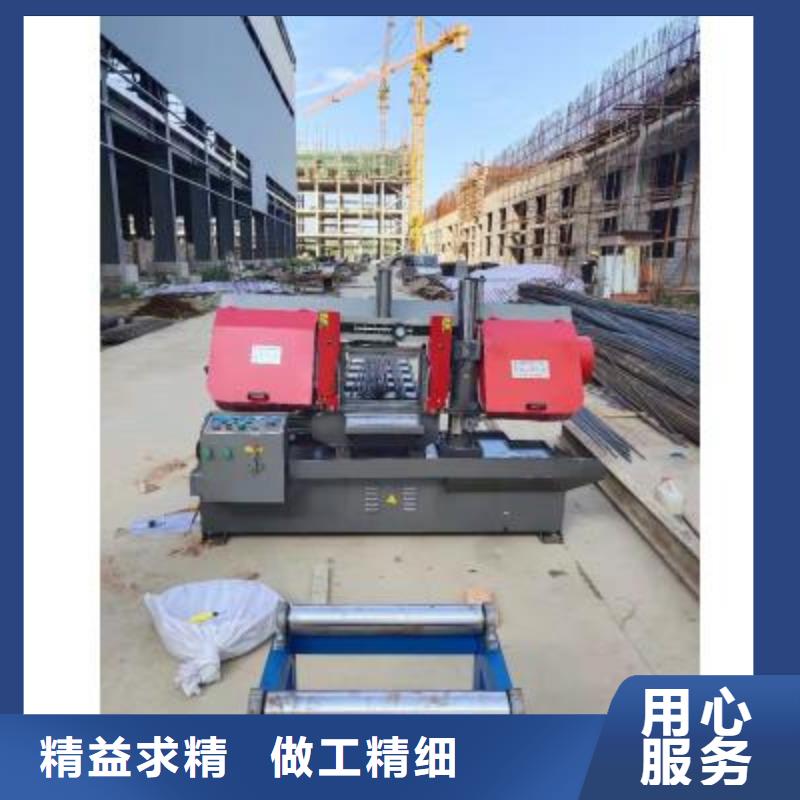
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快开车前必须按机床部位(钢丝刷轴、蜗轮箱、轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳面丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于位置时,油面应位于油标的上、下限之间。一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。整捆锯切钢筋锯床/立式锯床/带锯床新乐切削速度快
的模拟输入输出模块,使锯削的监控具有广泛的意义,如:锯床只要锯条变形的反馈,即可对锯削速度进行自适应。伺服阀,即可对锯削的速度和位置控制进行。的功能使材料和工件的更方便。的中文界面和实时的图形状态显示,使操作更友好更直观。
公司以“求生存、以创新求发展”的经营理念,“讲诚、重”的宗旨,竭诚为广大客户提供高的产品及满意的服务!
