




85177<乌兰察布>神悦钢材有限公司

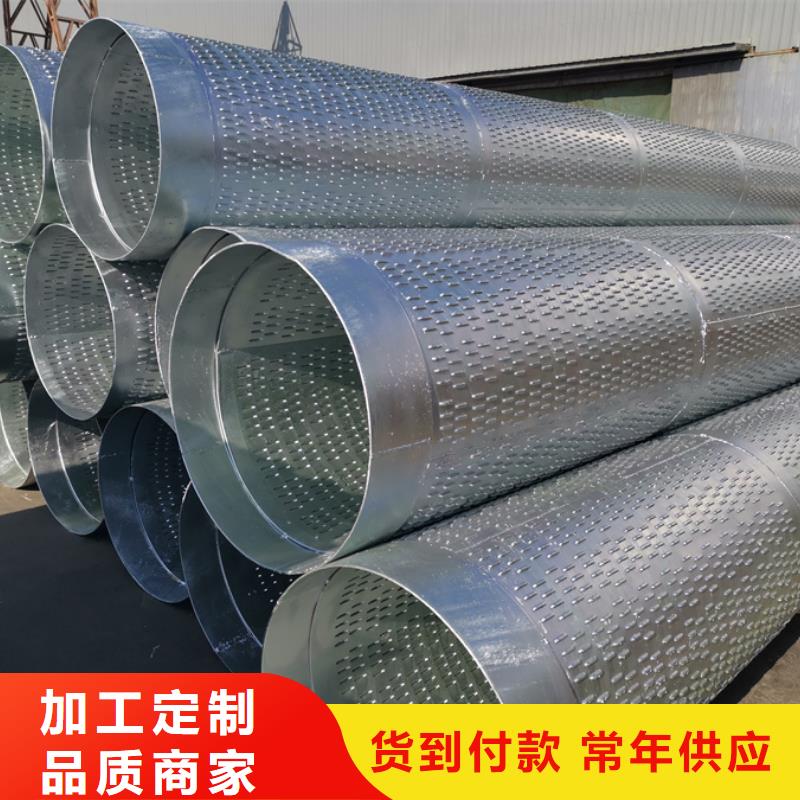
随着连续式炉生产效率的提高,由搬运装置造成为螺旋钢管表面划伤以及搬运设备常常发生摩损故障也是其缺点。期待与您的合作! 一. 乌兰察布防腐螺旋管热推成形 乌兰察布防腐螺旋管弯头成形工艺是采用专用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。 热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。
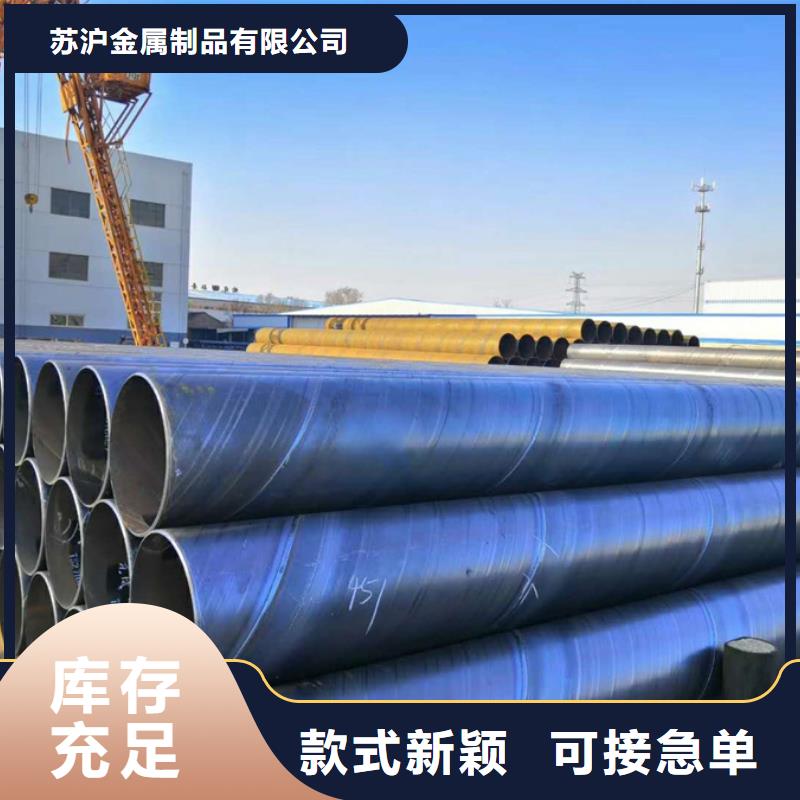
乌兰察布防腐螺旋管焊接的发展方向: (1)乌兰察布防腐螺旋管生产大直径厚壁管以提高耐压能力; (2)乌兰察布防腐螺旋管设计生产新结构的钢管,如双层螺旋焊管,即用厚度为管壁一半的带钢焊成双层管,不仅强度比同厚度的单层管高,且不会出现脆性破坏; (3)乌兰察布防腐螺旋管开发新钢种,提高冶炼工艺技术水平,广泛采用控制轧制和轧后余热处理工艺,以不断提高管体的强韧性和焊接性能; (4)乌兰察布防腐螺旋管大力发展涂层管,如在管内壁涂以防腐层,不仅可延长使用寿命,且可改善内壁的光滑度,降低流体摩擦阻力,减少积蜡和污垢,减少清管次数,降低维修费用。

对于乌兰察布防腐螺旋管来说一般常用的有布氏、洛氏、维氏硬度三种。 1、维氏硬度(HV)维氏硬度试验也是一种压痕试验方法,是将一个相对面夹角为1360的正四棱锥体金刚石压头以选定的试验力(F)压入试验表面,经规定保持时间后卸除试验力,测量压痕两对角线长度。维氏硬度值是试验力除以压痕表面积所得之商,其计算公式为式中:HV--维氏硬度符号,N/mm2(MPa); F--试验力,N; d--压痕两对角线的算术平均值。维氏硬度采用的试验力F为5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等六级,可测硬度值范围为5~1000HV。 2、布氏硬度(HB)用一定直径的钢球或硬质合金球,以规定的试验力(F)压入式样表面,经规定保持时间后卸除试验力,测量试样表面的压痕直径(L)布氏硬度值是以试验力除以压痕球形表面积所得的商。3、防腐螺旋钢管的洛氏硬度(HK)洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。即,在初邕试验力(Fo)及总试验力(F)的先后作用下,将压头压入试样表面,经规定保持时间后,卸除主试验力,用测量的残余压痕深度增量(e)计算硬度值。
