







衬塑管道是以普通碳钢管为基体,内衬化学性能性能良好的PO聚烯烃塑料,采用热滚塑工艺将钢管和塑料层紧密结合在一起,一次成型,无接缝,钢衬po管防腐,耐磨,自润滑不结垢,康渗透,耐高压。用于输送酸碱水,盐水等带有一定腐蚀性的溶液性价比非常高。在这里特别广大客户注意:化工上用的衬塑管道,钢衬PE,PO管不同于民用的衬塑管,二者的性能有很大差别,也不同。
PE衬塑管道采用的是滚塑成型又称旋塑即旋转成型、旋转模塑、旋转铸塑、回转成型等。是先将塑料原料加入模具中,然后模具沿两垂直轴不断旋转并使之加热,使模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为所需要的形状,再经冷却定型、脱模,后获得制品。从而使得它既有钢管的机械性能,又有塑料管的耐腐蚀,缓结垢,不易生长生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。
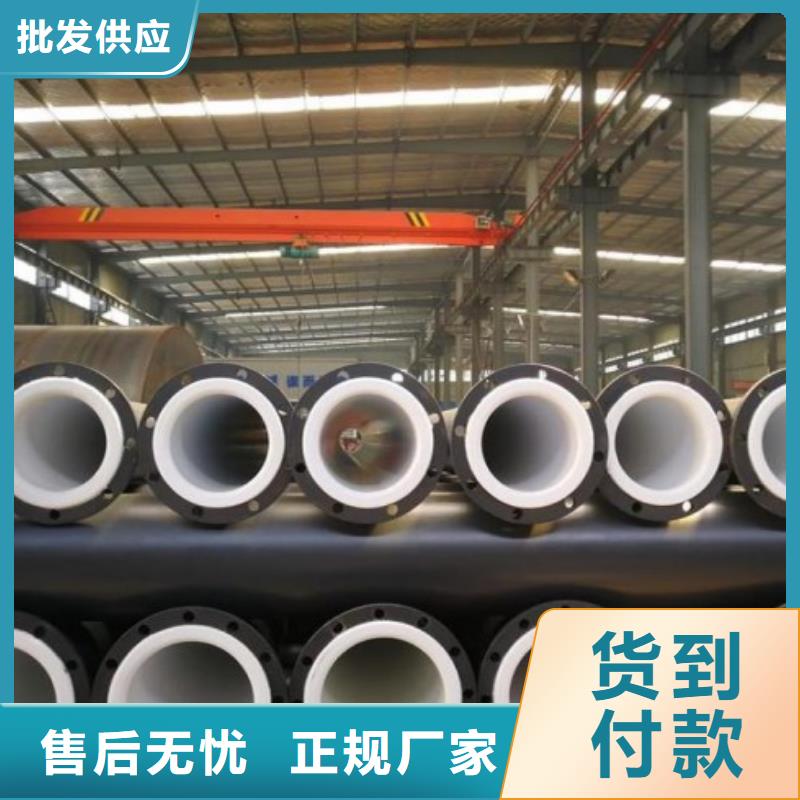
洛阳纵横机械制造有限公司专业生产钢衬塑复合管——钢管和塑料的集合体,主要应用领域是化工防腐处理方面。生产工艺是——热滚塑工艺。
首先将钢管放在加热箱中在高温作用下加热,温度可以达到几百摄氏度,然后把钢管取出来放在滚塑台上,将高性能聚塑料粉末注入钢管内,通过快速旋转钢管,利用离心原理,塑料粉末将会融化并均匀地附着在钢管内壁,成型后等待逐渐冷却即可。
钢衬塑管道的优势所在:
1. 物理性能:物理性能和钢管一样,不仅仅耐高压,承压范围可以达到60公斤,耐腐负压不超过70KPa,并且抗冲击性能好,硬度好,不容易断裂,比一般的塑料管(承压不超过10公斤)物理性能好很多。
2. 连接方式简单:钢衬塑管的连接方式统统是法兰连接,现场安装简单,节省人力,比起卡箍连接,热熔连接要方便很多,便于安装,便于拆卸。
3. 适中:碳钢衬塑管的性价比高,化学性能比钢管好,物理性能比塑料管好,但是并不高,比较适中,是化工厂防腐领域管材选择的不二之选。
4. 化学性能:防腐性能好,可以耐绝大多数的酸碱盐溶液,除了氧化性酸之外,这一点是钢管锁不具备的,钢管用来输送酸碱盐介质效果非常差,容易生锈,腐蚀坏,碳钢衬塑管耐酸碱性仅次于钢衬聚四氟已习惯。
5. 摩擦系数小:钢衬塑管的内衬层是塑料,本身比较光滑,另外加上独特的热滚塑制作工艺,一次成型,内壁光滑,抗渗透性好,摩擦系数小,输送介质就不容易出现结垢,在一定程度上提高了输送效率。只一点是普通钢管所不能及的。



纵横机械制造有限公司拥有完善、配套的生产设备,经验丰富的专业技术人才和生产操作规程,形成了自主设计、不断创新,规模生产的现代企业科技平台,企业生产经营的 浙江嘉兴钢衬塑复合管产品,严格按照标准及行业标准生产,产品经相关省市质量监督检验院检测,各项指标均为合格。
纵横机械制造有限公司以”品种齐全,,诚信经营,服务至上,质量保证”的生产经营理念,竭诚为广大客户服务。



钢衬塑管道的生产工艺是热滚塑工艺,还有一种管道也叫衬塑管,但它的制作工艺是喷涂,二者的区别很大,前者的内衬层较厚,厚度不会低于3mm,主要应用在化工行业,后者的内衬层只有不到1mm,非常的薄,主要是民用输水管道,用在建筑行业,由于名字较为相似因此被很多人误以为二者是一种东西,其实不然,在这里向大家澄清一下,前者是化工专用钢衬塑管道,后者是民用镀锌衬塑管,当然在上也会有很大差别。 钢衬塑管道生产工艺主要流程
钢衬塑管道流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
钢衬塑管道文字说明
壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
打磨除锈处理
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。



衬塑管道的生产工艺是热滚塑工艺,还有一种管道也叫衬塑管,但它的制作工艺是喷涂,二者的区别很大,前者的内衬层较厚,厚度不会低于3mm,主要应用在化工行业,后者的内衬层只有不到1mm,非常的薄,主要是民用输水管道,用在建筑行业,由于名字较为相似因此被很多人误以为二者是一种东西,其实不然,在这里向大家澄清一下,前者是化工专用钢衬塑管道,后者是民用镀锌衬塑管,当然在上也会有很大差别。 钢衬塑管道生产工艺主要流程
钢衬塑管道流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
钢衬塑管道文字说明
壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
打磨除锈处理
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。
加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
钢衬塑管道法兰焊接注意事项:
首先:法兰和管子之间要保持垂直状态,这一点很重要,如果不垂直结果就会导致管线歪曲,管线越长,歪曲度就越大。
其次:焊接不能有盲点,法兰内径肯定要比管道外径大,焊接过程要仔细,要全焊,不能出现所谓的漏点。
第三:管子两头的法兰焊接时法兰孔要对准,保持在一条线上,方便以后安装。
第四:法兰和管子之间的焊接缝隙要处理,进行打磨,内外都要进行打磨,外边是为了美观,里边必须要平整,否则影响衬塑效果。



衬塑管道具有很好的防腐蚀性能,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道,尺寸可根据用户需求生产定做,更好的满足使用。输送酸液对管道的要求是的高,既要防止管道内部腐蚀,又要保护管道外部不被腐蚀,因此要内外衬塑管道是不错的选择,那么它的生产工艺是怎样的呢?衬塑管道怎么生产的?内外衬塑管道采用内外衬塑工艺,内衬塑材质为改性聚四,外衬塑为材料为交联聚乙烯。管道要求内衬塑管道厚度≥3.5mm,外衬塑厚度≥2mm。内壁用电火花仪进行检测,不得有漏电现象发生(并符合化工设备检测质量标准),电压等级应达到20KV,所有直管道、弯头、变径节等内外衬塑质量要求均匀平整,无气泡、无漏电现象发生。
