




我们的护栏【旋转护栏】快捷的物流配送视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:护栏【旋转护栏】快捷的物流配送的图文介绍

金立恒金属制品有限公司位于聊城市张飞工业园区,是一家专门从事 广西桂林道路护栏的专业性公司.公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。 我们秉承的理念是:质量是一种习惯,共创价值,是我们不变的选择。在各种产业的生态系统中,我们视上下游企业为合作伙伴,重视缔结良性互动的产业价值链;我们与同行企业有序竞争、友好合作,我们坚信,为我们的合作者继续创造z u i大的价值是我们的责任也是我们存在的理由。



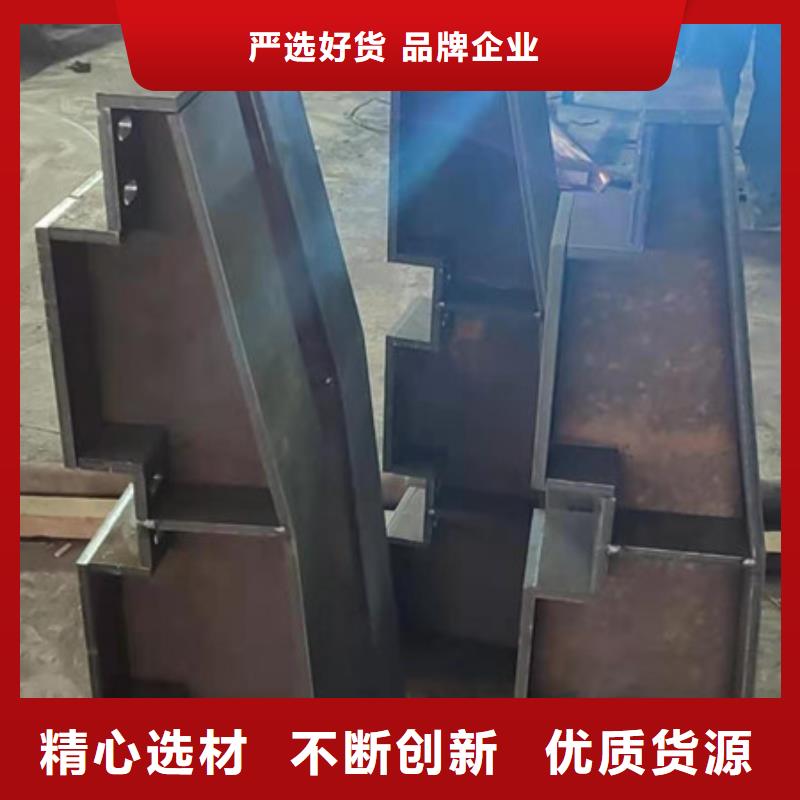
桥梁护栏具体安装步骤可以参考以下步骤:
1、切断:使用手锯、高速砂轮切断或先用管子切割器切割至三分之一钢管壁厚出,再用手锯将管锯开。切忌用切割器一次性将管子切断,以免内衬不锈钢分离脱落。
2、加工螺纹,使用套丝机、车床或手动管子铰钣加工管端螺纹,螺纹长度为国际规定长度。
3、.根据测量放样,设置水准点和白线,对原地表进行填挖,沿坡向,再进行加固。立柱基坑在放样方向开挖,保证基坑的规模。在桥梁护栏安装过程中,必须保证立柱的稳定性和与底座的紧密连接。立柱安装时,用细线检查立柱安装的直线度,调整零件,确保直线段、平滑曲线段和固定柱符合规划图纸的要求。
4、网件与柱可靠连接,网面安装平整,无明显翘曲、凹凸现象。立柱临时定位安装后,安装围栏件,安装正确、牢固后,浇筑混凝土根底并及时维护。由于安装场地不平,石材复杂,单一区域地形陡峭,防护门安装困难,确保护栏工程安装牢固,外壳闭合,功能美观。
1、切断:使用手锯、高速砂轮切断或先用管子切割器切割至三分之一钢管壁厚出,再用手锯将管锯开。切忌用切割器一次性将管子切断,以免内衬不锈钢分离脱落。
2、加工螺纹,使用套丝机、车床或手动管子铰钣加工管端螺纹,螺纹长度为国际规定长度。
3、.根据测量放样,设置水准点和白线,对原地表进行填挖,沿坡向,再进行加固。立柱基坑在放样方向开挖,保证基坑的规模。在桥梁护栏安装过程中,必须保证立柱的稳定性和与底座的紧密连接。立柱安装时,用细线检查立柱安装的直线度,调整零件,确保直线段、平滑曲线段和固定柱符合规划图纸的要求。
4、网件与柱可靠连接,网面安装平整,无明显翘曲、凹凸现象。立柱临时定位安装后,安装围栏件,安装正确、牢固后,浇筑混凝土根底并及时维护。由于安装场地不平,石材复杂,单一区域地形陡峭,防护门安装困难,确保护栏工程安装牢固,外壳闭合,功能美观。



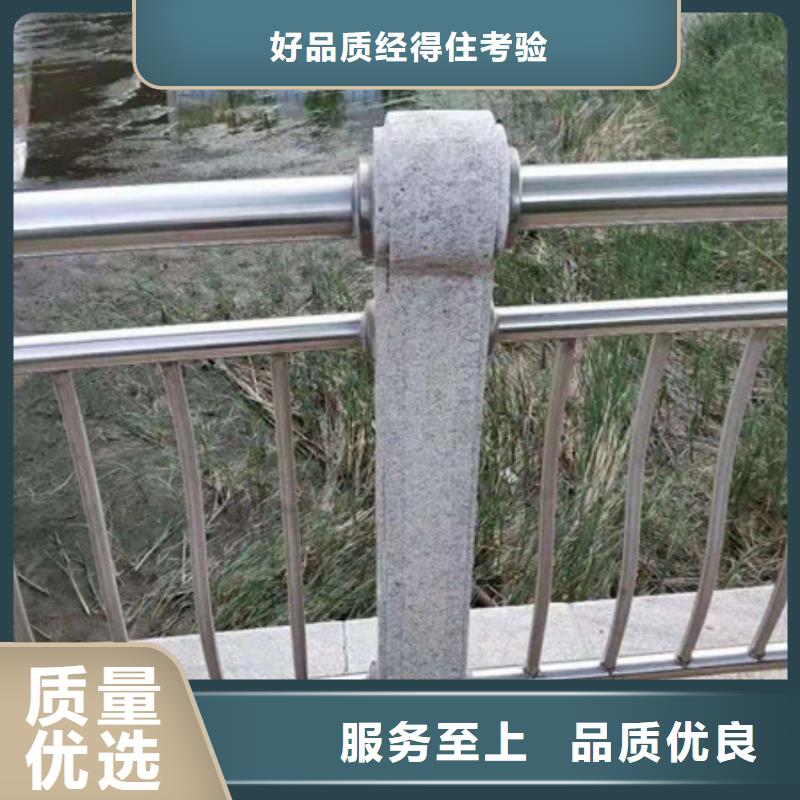
不锈钢复合管的焊接要点及注意事项
1.应采用具有垂直外部特性的电源,DC应采用正极性(焊丝连接负极)。
2.桥梁防撞护栏采用氩弧焊焊接,具有焊缝成形美观、焊接变形小的特点。
3.保护气体是纯度为99%的氩气。当焊接电流为50-50 A时,氩气流速为8-0 L/min,当电流为50-250 A时,氩气流速为2-5 L/min。
4.钨电极从气体喷嘴伸出的长度好为4-5~6mm,在角焊等屏蔽不良的地方为2-3 mm,在深槽的地方为5-6 mm,从喷嘴到工件的距离一般不超过5mm。
5.为了防止焊接气孔、任何铁锈、油污等的发生。焊接上的零件必须清理干净。
6.焊接普通钢时,焊接电弧长度宜为2 ~ 4毫米,焊接不锈钢时,焊接电弧长度宜为3毫米。如果太长,保护效果不好。
7.打底时,为了防止底部焊道的背面被氧化,背面也需要用气体保护。
8.为了用氩气很好地保护焊池,便于焊接操作,钨极中心线与焊接位置的工件一般应保持80 ~ 85度角,填充丝与工件表面的夹角应尽可能小,一般为0度左右。
9.防风和通风。有风的地方,请采取措施堵塞网,并在室内采取适当的通风措施。


