您的位置>首页 >江苏当地产品新闻 >
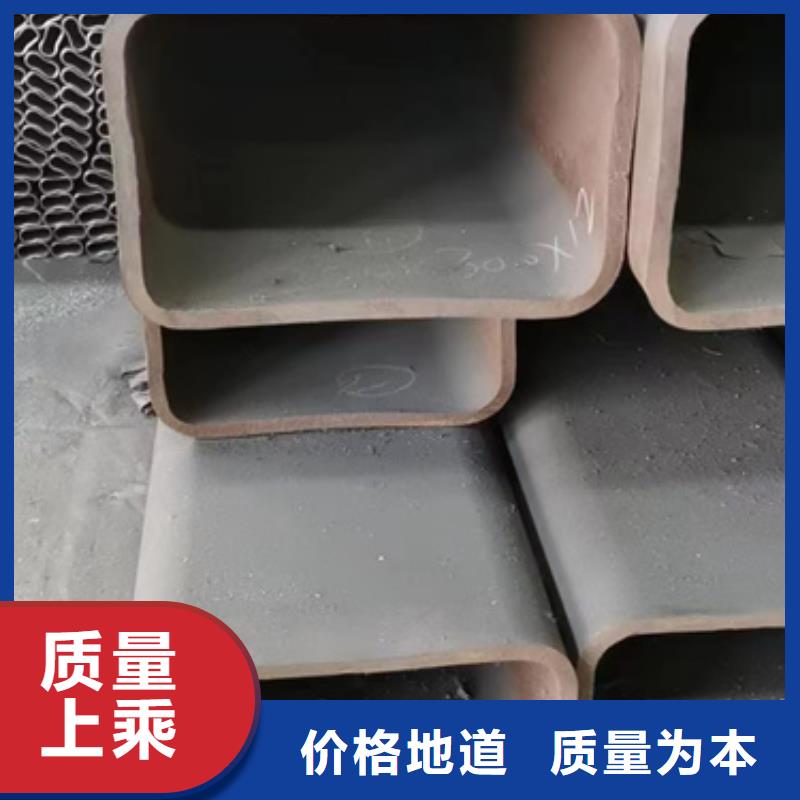
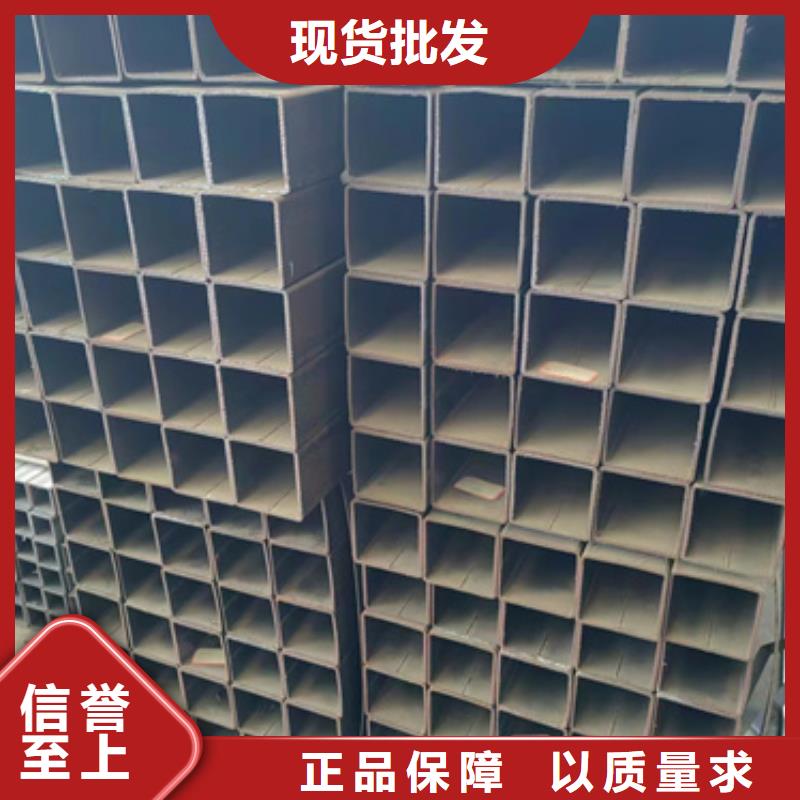
供应批发桥梁用方管厂家
更新时间: 2025-02-05 19:50:35 浏览次数:1
以下是:供应批发桥梁用方管厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议/米 |
|---|
| 发货期限 | 1 |
|---|
| 供货总量 | 9998 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1 |
|---|
| 材质 | 方管 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 万盛达 |
|---|
以下是:供应批发桥梁用方管厂家的图文视频
导读 您是想要在江苏省采购高质量的供应批发桥梁用方管产品吗?万盛达钢铁有限公司是您的不二之选!我们致力于提供品质保证、的供应批发桥梁用方管产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:陈经理-13310655558,QQ:13310655558,:《聊城经济开发区到江苏省 南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市》。 江苏省 江苏省下辖地级市全部进入全国百强,综合实力百强区、百强县、百强镇数量位居全国。江苏地区发展与民生指数(DLI)居全国省域,成为中国综合发展水平的省份。江苏省域经济综合竞争力居全国前列,拥有全国规模的制造业集群,实际使用外资规模居全国首位,人均GDP自2009年起连续居全国各省、自治区位,,已步入“中上等”发达水平。
<江苏>万盛达钢铁有限公司拥有研发部、技术部、生产部、销售部,先进的江苏Q355B矩形管生产设备,优化江苏Q355B矩形管加工工艺,完善的管理流程,注重细节控制和出厂检验,为客户快速供货。企业管理和技术力量十分雄厚。 为了适应市场的发展,公司聘请了对江苏Q355B矩形管有精深了解,是成熟设计和生产经验的技术人才,公司愿与各界朋友携手合作,共创美好未来!

1)尺寸超出允许偏差:对焊缝长度、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。 2)焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和施焊程序,避免用大电流,不要突然熄火,焊缝接头应搭接10~15mm,焊接中不允许搬动、敲击焊件。 3)表面气孔:焊条按规定的温度和时间进行烘焙,焊接区域必须清理干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气体完全逸出。 4)焊缝夹渣:多层施焊应层层将焊渣清除干净,操作中应运条正确,弧长适当。注意熔渣的流动方向,采用碱性焊条时,必须使熔渣留在熔渣后面。 变形原因 焊接方管变形主要是焊缝收缩力大于母材强度造成的。 1)只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。



总结 在江苏省采购供应批发桥梁用方管请认准万盛达钢铁有限公司,品质保证让您买得放心,用得安心,直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:陈经理-13310655558,QQ:13310655558,:经济开发区)。