



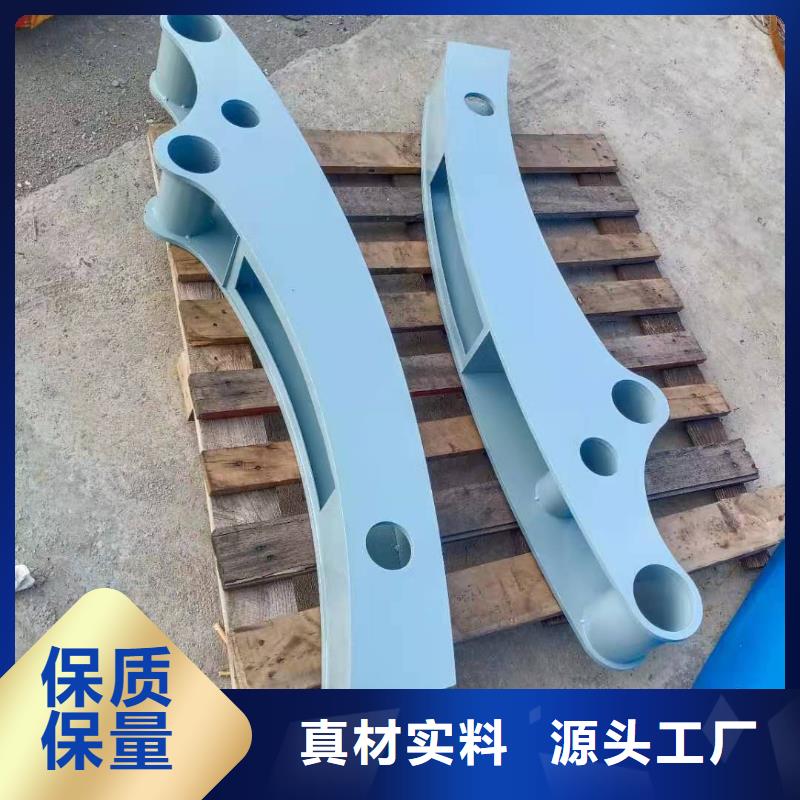
防撞护栏【不锈钢立柱】今日新品的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、全面的产品形象。
以下是:防撞护栏【不锈钢立柱】今日新品的图文介绍





公司将一如继往地坚持“艰苦创业、科学求实、锐意改革、团结进取”的办厂方针。面对国际市场的激烈竞争和挑战,鑫桥通金属制品有限公司激流勇进,不断进行技术改造, 甘肃天水道路护栏产品推陈出新,向高质量、高科技、科学管理、完善的服务迈进。



不锈钢防撞护栏立柱安装及基层处理注意事项有哪些?
1、楼梯护栏立柱部位及基层混凝土不允许有酥松现象;
2、不锈钢立柱在进行安装时,高度需要复合相关规定要求;
3、基层凹凸不平处必须剔除或修补平整,过凹处及基层蜂窝麻面严重处,不允许使用水泥砂浆填补,相关施工人员应该使用高强度混凝土进行修补。等到有一定强度后,才可以进行护栏安装施工。
4、相关预埋件高度、位置、数量需要复合设计要求及安装规定;
5、产品预埋件需要进行防锈处理,在施工前后发现预埋件不符合规定要求时,需要及时安相关规定进行处理。
1、楼梯护栏立柱部位及基层混凝土不允许有酥松现象;
2、不锈钢立柱在进行安装时,高度需要复合相关规定要求;
3、基层凹凸不平处必须剔除或修补平整,过凹处及基层蜂窝麻面严重处,不允许使用水泥砂浆填补,相关施工人员应该使用高强度混凝土进行修补。等到有一定强度后,才可以进行护栏安装施工。
4、相关预埋件高度、位置、数量需要复合设计要求及安装规定;
5、产品预埋件需要进行防锈处理,在施工前后发现预埋件不符合规定要求时,需要及时安相关规定进行处理。



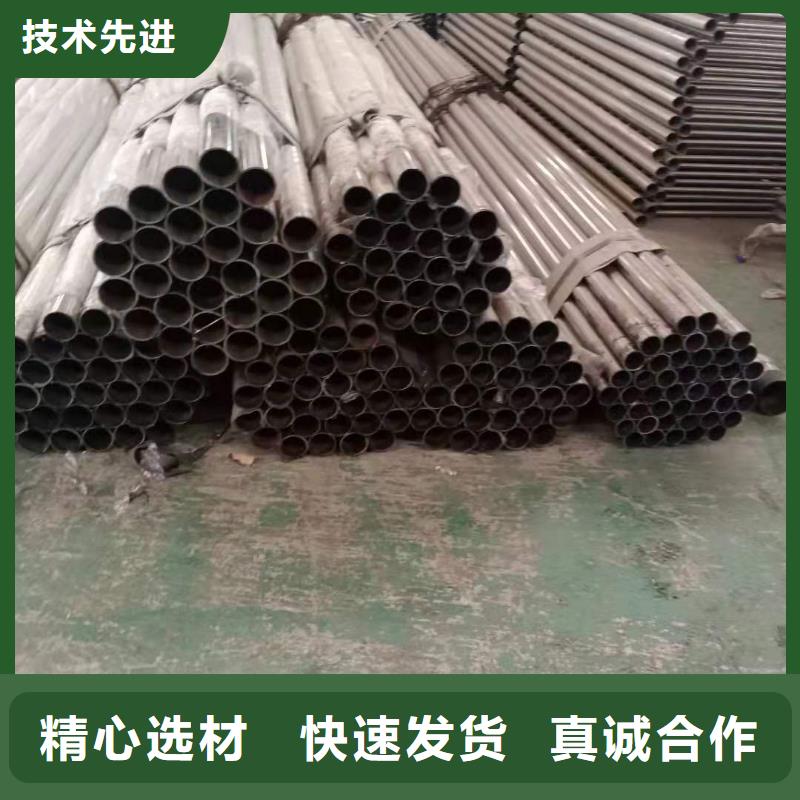
防撞护栏焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。
焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。

