




文山无缝钢管是怎样生产出来的?文山无缝钢管是一种经济型钢材,在国民经济中占有十分重要的地位。广泛应用于石油、化工、锅炉、电站、船舶、机械制造、汽车、航空、航天、能源、地质、建筑、军工等部门。热轧文山无缝钢管一般在自动轧管机上生产。检查并清除表面缺陷后,将实心管坯钢材切割成所需长度,以管坯穿孔端端面为中心,然后送入加热炉加热,在穿孔机上穿孔。在穿孔过程中,它不断旋转和前进。在轧辊和堵头的作用下,管坯内部逐渐形成一个空腔,称为粗管。然后送至自动轧管机继续轧制。,壁厚由整机调整,直径由浆纱机确定,以满足规范要求。采用连续轧管机生产热轧文山无缝钢管是一种先进的生产方法。
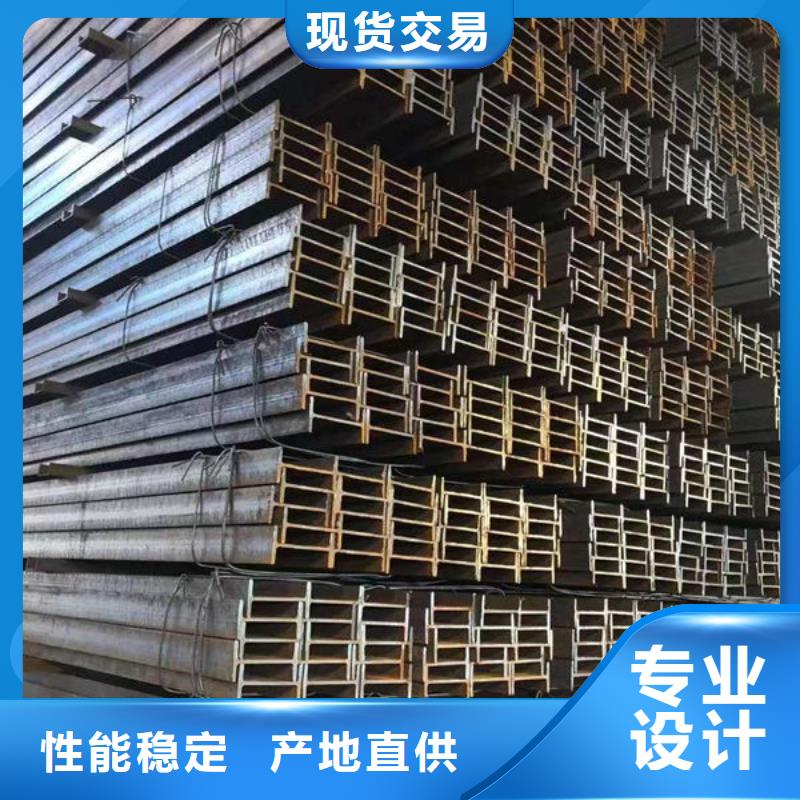
在进行文山高速线材轧制的过程中,可以使用铸坯作为原料替代初轧坯的方式。这样可以大大减少轧制过程中的能耗 损失,可以达到10%左右的。这样就可以大量的减少金属在 轧制过程中的损失,有效地提高加热质量。为了生产可以具 有高质量的高速线材,可以使用连铸空坯工艺技术,这种 进的技术可以不断的提高轧制的技术水平,生产出高质量的钢材。为了保证文山高速线材轧制的质量,要尽量降低开轧 的温度。目前,国外的机械设备增设了水冷箱,保证轧制的 精轧温度可以控制在900℃。也可在轧制机中设置冷水头导 管,这样可以将终轧温度控制在800℃。超重轧制机可以满 足700℃~750℃的轧制要求。
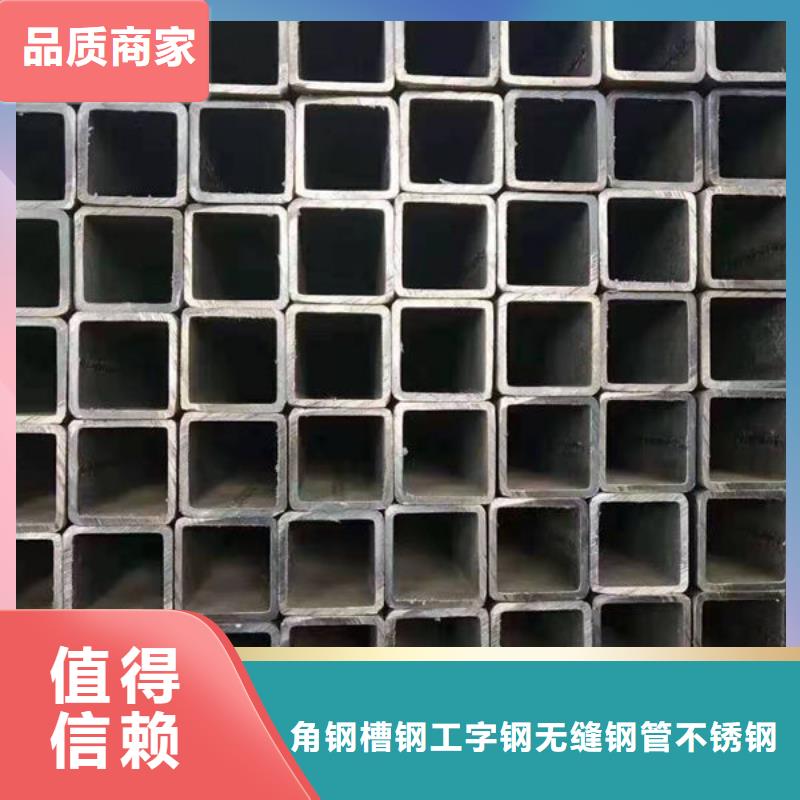
文山直缝钢管的生产工艺较为简单,主要生产工艺为高频焊文山直缝钢管和埋弧焊直缝钢材;文山直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于文山直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的文山直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径文山直缝钢管的工业生产中,采用了T形焊接技术,即一小部分文山直缝钢管被对接连接,以满足工程所需的长度;T形文山直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和文山直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
文山螺旋钢管常用于流体输送和气体输送,管道经常需要埋地、水下或者架空施工,钢管易腐蚀的特性和管道的施工应用环境,决定了文山螺旋钢管防腐不到位的话,既影响管道使用寿命,甚至会一起环境污染、火灾、爆炸等灾难性事故。当下,几乎所有的文山螺旋钢管应用项目都会对管道进行防腐技术处理,以保证文山螺旋钢管的使用寿命和管道项目的安全性、环保型。文山螺旋钢管的防腐性能,还会影响到管道项目的经济型与维护成本。文山螺旋钢管的防腐工艺,根据使用用途、防腐工艺的不同,目前形成了非常成熟的防腐体系。对于文山螺旋钢管钢材防腐的方式选择,需要考虑应用领域、施工环境、成本预算等多个因素,如果您在采购过程中对于具体的防腐工艺有疑问,可以随时与我们沟通。
