







采用沟槽锚固时,视HDPE土工膜的使用条件及受力情况,其锚固沟槽宽度一般不小于0.5m-1.0m其深度不得小于0.5m-1.0m。HDPE土工膜采用射钉锚固时,压条宽度不小于2cm,厚度不得小于2mm,射钉间距不应大于400mm,压条明露处应有防腐措施。hdpe土工膜是专业的防渗土工隔膜专家,hdpe土工膜"选用优质的聚乙烯原生树脂,主要成分为97.5%的高密度聚乙烯,约2.5%的碳黑、抗老化剂、抗氧剂、紫外线吸收剂、稳定剂等辅料,用目前全自动土工生产设备,经三层共挤技术制成。土工膜产品均依据GRI标准和ASTM测试标准执行生产,规格齐全,厚度0.2mm~3mm,宽幅6m~12m,满足环保环卫、市政工程、污水处理、石油化工、生活垃圾填埋场、人工湖、水利、建筑、园林、景观、冶金、矿业、盐业、农业、水产养殖业等领域应用要求。土工膜采用膨胀螺栓锚固时,螺栓直径不小于4mm,其间距不大于0.5mm,施工时,先用备好的沙袋将摆好位置的土工膜临时固定,防止大风将HDPE膜吹动移位,然后再进行膨胀螺栓锚固。一般砂土或HDPE膜单独的渗水能力都比土工布与砂土系统好,这是因为水分流动时,砂土中的微粒也防水分移动,沉积在土工布的表面形成一层虑质层,阻碍了水分的渗透,使HDPE防渗膜与砂土系统购渗水能力大大减少。在刚开始时,在HDPE防渗膜表面还末形成砂土微粒的滤质层,因此土工布与土壤系统的流率较大,但随时间的增加,砂土微粒逐渐沉积,流率迅速降低,15min后,流率只有原来的70%,1h后,仅是原来纳40%,4.5h后,仅为开始时间的20%。
土工膜的焊接质量在很大程度上影响着后期产品的使用。1土工膜材自身的质量因素,如果质量未达到设计要求会直接影响焊接的质量。2土工膜表面是否洁净的因素,膜面接缝处不能存在油污,水份和尘土。3焊接速度和温度的因素,焊接施工速度快,会造成漏焊的现象。
施工焊接温度高,会产生熔化而出现漏洞的现象。现场天气的因素,土工膜较佳施工环境温度是零上10度到35度,寒冷的气温下影响焊接的牢固度。解决的办法是:适于焊接的环境下,采用质量合格的土工膜,在洁净的板面上,调试合适的机器速度和温度进行认真严格的操作。
土工膜是现如今防渗施工中很常见的防水材料。土工膜是指施工方在采购土工膜时,所需要付出货币金额,以(元/平方米)为单位。土工膜的构成是由生产所需原料的与生产加工费用、销售费用和运输费用的总和。土工膜随着市场的供求关系而有所变动的。通常体现为:出厂、含税、到港等。原材料的因素:聚乙烯颗粒是生产土工膜的主要原材料,它的涨落直接影响到土工膜产品的定价。
铺设的HDPE土工膜折皱较少,低透水性土层密实度较大,其上表面光滑:b.铺设的HDPE土工膜有一定的折皱,低透水性土层密实度较小,其上表面不光滑:式中:Q为复合衬垫中HDPE土工膜上一个圆孔的渗漏率,m3/s;a为土工膜上小圆孔的面积,m2;h为土工膜上水头,m;Ks为复合衬垫中持力土层的渗透系。渗漏量与HDPE土工膜下持力土层的渗透性、密实度、接触表面相关。Giroud和Bonaparte通过分析研究和模型测试,提出了下面两个经验公式来计算穿过复合衬垫中HDPE土工膜上一个圆孔的渗漏量。
光面HDPE土工膜与其它材料之间的摩擦角较土的摩擦角小,很容易沿界面产生滑动。光面HDPE土工膜与其它材料之间的摩擦角见表1.表1光面HDPE土工膜与其它材料之间的摩擦角从表1可知,光面HDPE土工膜与土工织物间的摩擦角较小(小于11°)。垃圾卫生填埋场设计中,斜坡上的HDPE土工膜一般选用加糙的HDPE土工膜,以增加其抗滑能力。
HDPE土工膜防渗系统结构层水利工程上一般在土工膜下支持层采用强透水性的材料,但作为环保项目的垃圾填埋场工程,若支持层仍采用强透水性的材料,一旦发生非人为的膜破损,渗滤液将通过膜下强透水性材料迅速向周边扩散,对环境造成污染。为减少对周围环境的影响,提高防渗层的安全度,建议在HDPE土工膜下支持层采用弱透水性材料,如粘土(渗透系数小于10-7cm/s)。土工膜上的保护层采用土工布和粘土层(厚50cm)。HDPE土工膜防渗结构边坡稳定分析垃圾卫生填埋场的垃圾坝、填埋区侧壁边坡皆采用HDPE土工膜防渗。
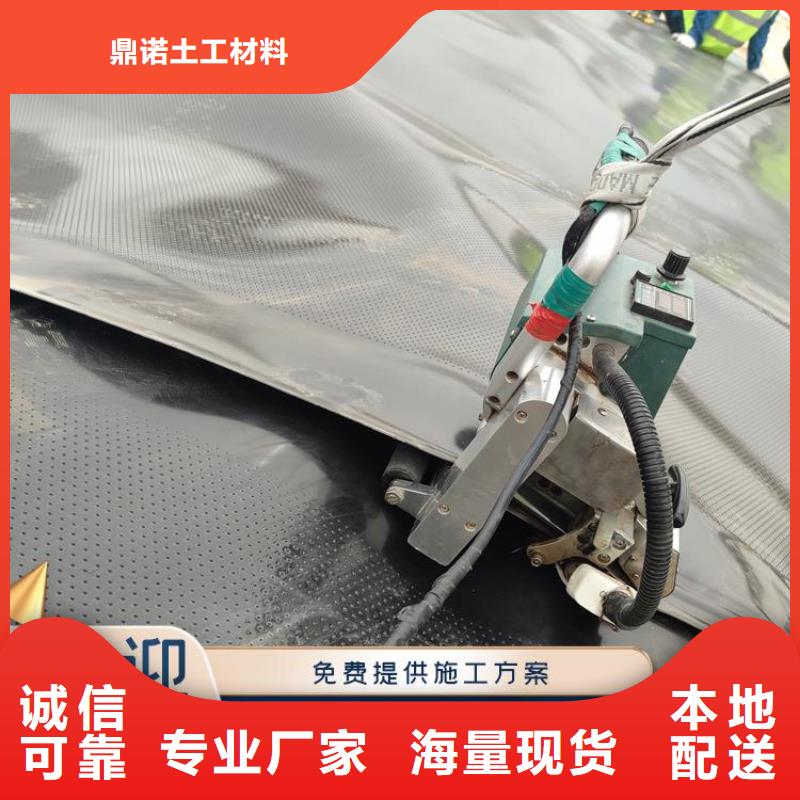
复合土工膜的铺设技术要求铺设应在干燥和暖天气进行,为了便于拼接,防止应力集中,复合土工膜铺设采用波浪形松驰方式,富余度约为1.5%,摊开后及时拉平,拉开,要求复合土工膜与坡面吻合平整,无突起褶皱,施工人员应穿平底布鞋或软胶鞋,严禁穿钉鞋,以免踩坏土工膜,施工时如发现土工膜损坏,应及时修补。HDPE土工膜的拼接本项目采用两布一膜HDPE土工膜,焊接采用热熔焊法施工,拼接包括土工布的缝接、土工膜的焊接,为了确保焊接质量,焊接应尽量在厂内进行,但为了施工方便,复合土工膜幅宽又不应太宽,必须在施工现场拼接。HDPE土工膜焊接质量的好坏是复合土工膜防渗性能成败的关键,所以务必做好土工膜的焊接,确保焊接质量,因此,土工膜焊接应由生产派专业技术人员到现场操作,指导,培训,采用土工膜专用焊接设备进行。本工程土工膜焊接采用800-900型热合土工膜焊接机,土工布采用手提式封包机缝接。焊接前用电吹风吹去膜面上的砂子、泥土等脏物,膜面干净,在焊接部分的底下垫一条长木板,以便焊机在平整的基面上行走,焊接质量,正式焊接前,根据施工气温进行试焊,确定行走速度和施焊温度,一般掌握行走速度1.5~2.5m/s,施焊温度为220~3000C。两布一膜HDPE土工膜焊接流程焊接工艺:一幅土工膜铺好后,将需焊接的边翻叠(约60cm宽),二幅反向铺在一幅膜上,调整两幅膜焊接边缘走向,使之搭接10cm。拼接焊缝两条,每条宽10mm,两条焊缝间留有10mm的空腔,用此空腔检查其焊缝质量。
