





想要快速了解直缝管流体管实体产品?视频给你最直观的感受!
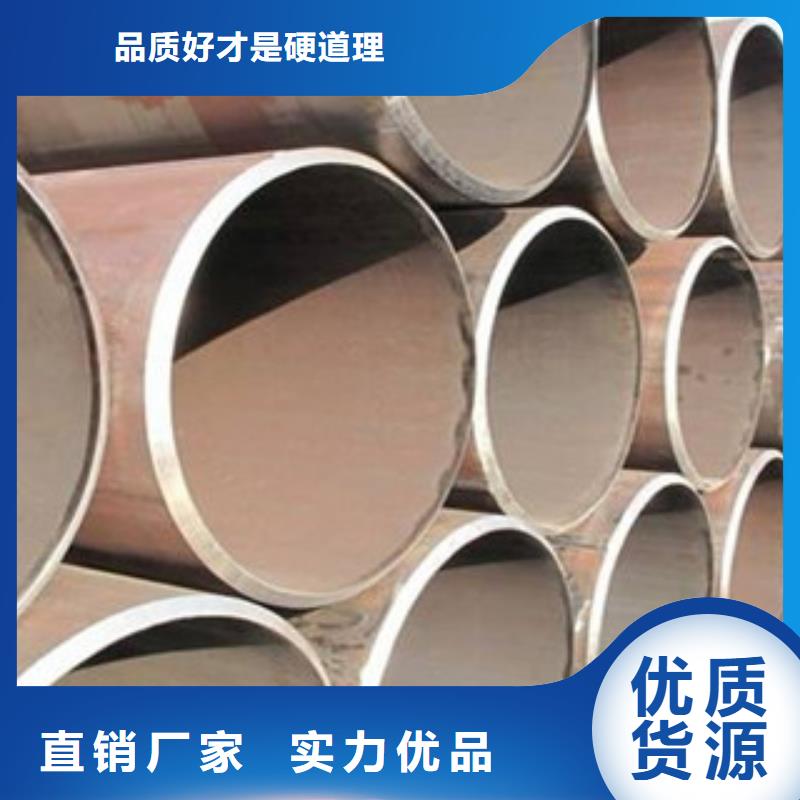
以下是:直缝管流体管实体的图文介绍

JCOE成型法设备简单,模具较少,更换方便;UOE机组模压成型,JCOE成型后的管筒开口较大,焊后宏观整体应力较大。
通过对比分析UOE管线管和JCOE管线管的生产工艺与生产成本,可得到以下结论:
(1)UOE成型的生产效率高,产能大,但是更换模具周期较长,比较适合生产大批量、单一规格的产品;JCOE生产效率较低,而一套模具可对应多种规格,比较适合生产小批量、多规格的产品。
(2)UOE成型可生产产品的直径壁厚范围都要小于JCOE成型。
(3)从性能上看,UOE管线管相比JCOE管线管有残余应力小、外形尺寸精度高、屈强比小的优点。
(4)生产成本方面,UOE生产线的一次性投资高,为30亿元左右,而JCOE生产线为4亿元左右;二者的成材率基本相同,UOE管线管的加工成本相对JCOE管线管每吨要高200~300元。
通过对比分析UOE管线管和JCOE管线管的生产工艺与生产成本,可得到以下结论:
(1)UOE成型的生产效率高,产能大,但是更换模具周期较长,比较适合生产大批量、单一规格的产品;JCOE生产效率较低,而一套模具可对应多种规格,比较适合生产小批量、多规格的产品。
(2)UOE成型可生产产品的直径壁厚范围都要小于JCOE成型。
(3)从性能上看,UOE管线管相比JCOE管线管有残余应力小、外形尺寸精度高、屈强比小的优点。
(4)生产成本方面,UOE生产线的一次性投资高,为30亿元左右,而JCOE生产线为4亿元左右;二者的成材率基本相同,UOE管线管的加工成本相对JCOE管线管每吨要高200~300元。


钢兴钢管 有限公司成立与2005年,通过多年积累,技术力量雄厚,【辽宁沈阳合金钢管】产品质量实行层层把关,加工检测设备齐全先进,各种【辽宁沈阳合金钢管】产品质量已得到全国行业用户的认可好评。




直缝管是指焊缝与钢管纵向平行的钢管。一般也称为直缝焊管或直缝钢管。直缝管是通过高频焊接机组将一定规格的长条形钢带卷制并采用直缝焊接而成。直缝管规格用公称口径表示,按壁厚可分为薄壁直缝管和厚壁直缝管两种。按形状可分为圆形、方形或异形管等。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。

