



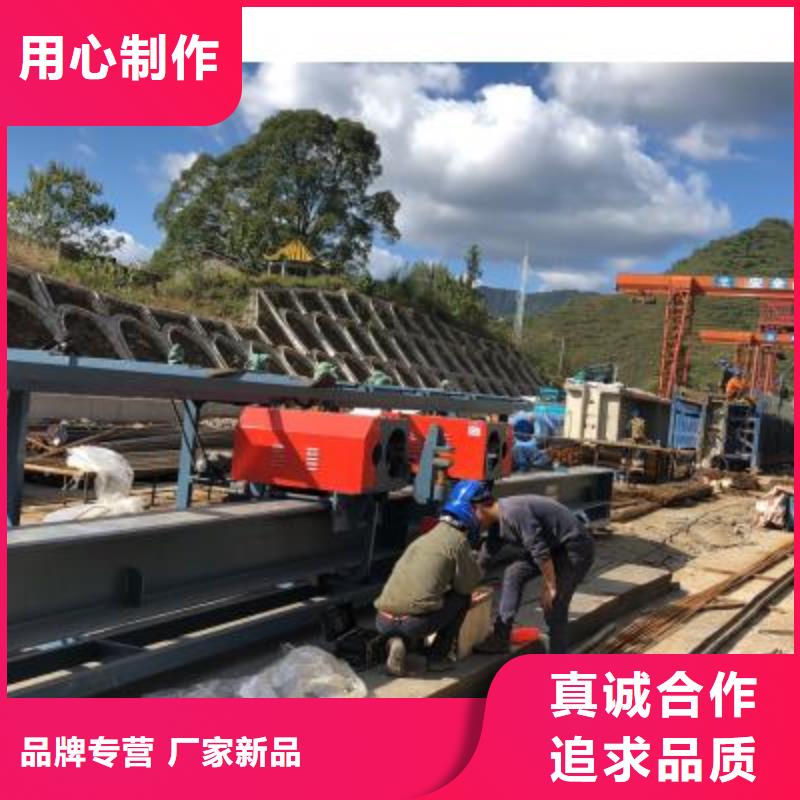

盐城卧式数控钢筋弯曲中心-型号齐全


产品特点:
1、控制系统采用高性能进口PLC和高清触摸屏,操作便捷、反应灵敏。
2、移动主机采用进口伺服,独创的位置控制模式提高了重复定位精度。
3、弯曲主机采用进口伺服,保障了钢筋精度。
4、拥有 技术的耐磨主机轨道,经久耐用,主机可以快速平稳地行走。
5、伸缩式弯曲轴实现了钢筋的双向弯曲,便于复杂图形的快速加工。
6、可一次完成多根钢筋的加工,提高了工作效率。
7、备有图形数据库,预存多重图形供客户选择。另有用户图形编辑系统,用户可自行编辑存储。
8、加工过程自动化程度高,行走、弯曲自动完成,无需人工参与,提高了安全性。
9、弯曲不同钢筋规格时,弯曲轴和弯曲心轴更换操作简便。
10、滚动式上料平台可承载大量原材料,上料方便,省里。
11、屏幕图形编辑下载后,自动显示原料的下料长度,便于操作员操作
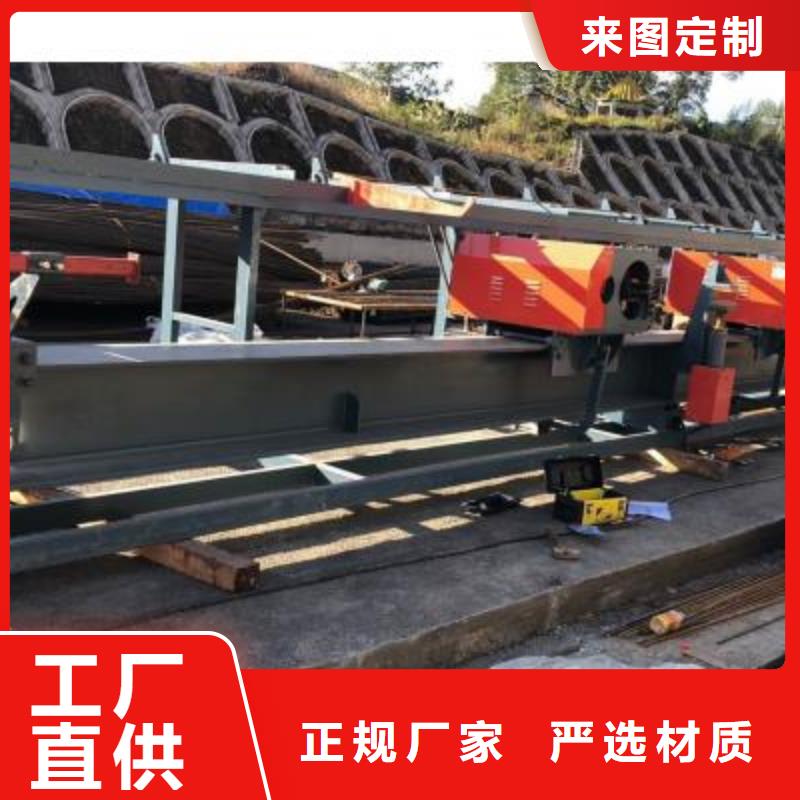
钢筋弯曲中心设计特点说明:
1.弯曲模和弯曲机体机头均采用整体铸钢工艺,整体性好,刚性足。
2.钢筋弯曲机头行走采用伺服电机驱动齿轮齿条,响应速度快,行走平稳准确。
3.设置移动定尺机构,定位准确,调整方便快速
4.采用气缸驱动设备中间夹持器压紧钢筋,钢筋定位牢固准确,确保弯曲精度
5中间钢筋夹持器采用柔性夹持,在弯曲多根钢筋时,保证每根钢筋都被夹紧。
6.采用伺服驱动刹车,刹车力量大,保证了钢筋弯曲时的机头位置不会发生位移。
7.进口PLC结合触摸屏控制界面,操作方便。
8.高强度移动轨道,经久耐用。
9. 伸缩式弯曲轴,实现了钢筋的双向弯曲,效率高。
10.润滑油采用集中供油系统,避免了关键部位单独注油的弊端。
11.整机原材料都经过大型抛丸机设备进行抛丸打磨、喷砂、底漆、面漆工艺,大限度延长了设备的使用寿命。
使用钢筋弯曲中心之前,都要做好操作前的检查工作,将各工位和部件仔细检查,看是否在正常的工作范围。操作数控钢筋弯曲中心,重要的一点就是不要超负荷作业,不然会加剧设备零件的磨损,容易损坏设备。重要的一点是操作设备的人员,技术一定要熟练,并对设备的性能了解清楚,若有异常情况要及时处理,设备有故障不要开机。想要避免数控钢筋弯曲中心发生故障,就需要做好前期的检查,以及使用过程中的维护,操作方面若有问题,就直接来电咨询吧。钢筋弯曲中心的中间有一个加紧机构,两个机头在特定轨道上自由移动,如果大负荷作业会加剧磨损,怎么减少数控钢筋弯曲中心的磨损呢?使用钢筋弯曲中心时,建议大家不要超负荷作业,一定要控制好作业时间。

第二步: 盘筋上料将盘筋吊于放线架上载重2T1.7M立柱可成伸缩型。
第三步: 主筋穿丝并加紧
工人将主筋抖落分布于分料盘的圆周上;同时穿入固定盘和移动盘环形模板的导管内;并在移动盘的导管内用螺栓夹紧。
分料盘系统由多个分料盘组成与固定盘相连并可跟随同步旋转运动;端部的辊轮可减少旋转阻力。
夹紧时注意每根主筋的错位长度通常是1M左右。
第四步:盘筋穿丝并缠绕固
焊接机械手(另计)焊接速度为40-60点/分钟)
第六步:钢筋笼与旋转盘分离
切断绕筋:移动盘前移钢筋笼与固定盘分离;松开主筋与移动盘导管的螺栓;移动盘前移钢筋笼与移动盘分离。
第七步: 卸笼降下液压支撑
卸笼行吊或人推滚下。
在整个焊接过程中为防止钢筋笼因自重而变形需配置多个液压支撑装置。
专门设计的液压站采用国内通用的液压组件持久耐用具有互换性。
第八步: 移动盘复位准备下一个生产循环钢筋笼滚焊机全自动钢筋笼滚焊机
