


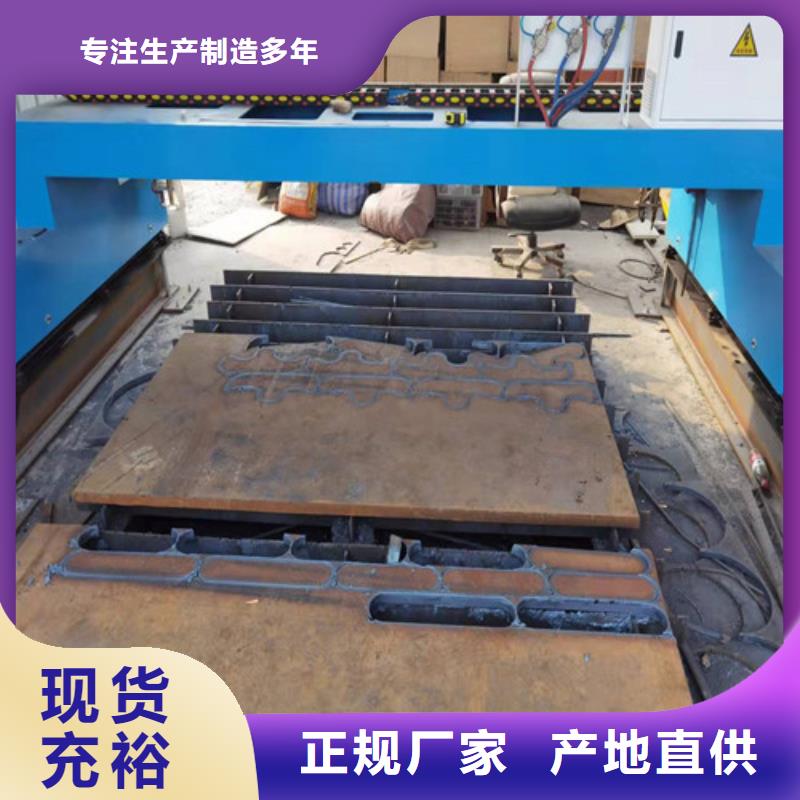




耐磨钢板切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。
注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。
低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。其 切割速度取决于钢板等级和厚度.
特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。
切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。
切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是预防切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效消除切割参与应力(低温回火工艺;保温时间安5min/mm)
对于切割后加热的方法,也采用燃烧枪、电子加热毯和节哀热炉的加热方式进行切割后的加热。
热轧卷板编辑 语音
是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。
热轧板卷从精轧 一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
简单点儿来说,一块钢坯在加热后(就是电视里那种烧的红红的发烫的钢块)精过几道轧制,再切边,矫正成为钢板,这种叫热轧。
由于热连轧钢板产品具有强度高,韧性好,易于加工成型及良好的可焊接性等优良性能,因而被广泛应用于船舶、汽车、桥梁、建筑、机械、压力容器等制造行业。
随着热轧尺寸精度、板形、表面质量等控制新技术的日益成熟以及新产品的不断问世,热连轧钢板、带产品得到了越来越广泛的应用并在市场上具有越来越强的竞争力。
产品分类
热连轧钢板产品包括钢带(卷)及有其剪切而成的钢板。而钢带(卷)可以分为直发卷及精整卷(分卷、平整卷及纵切卷)。
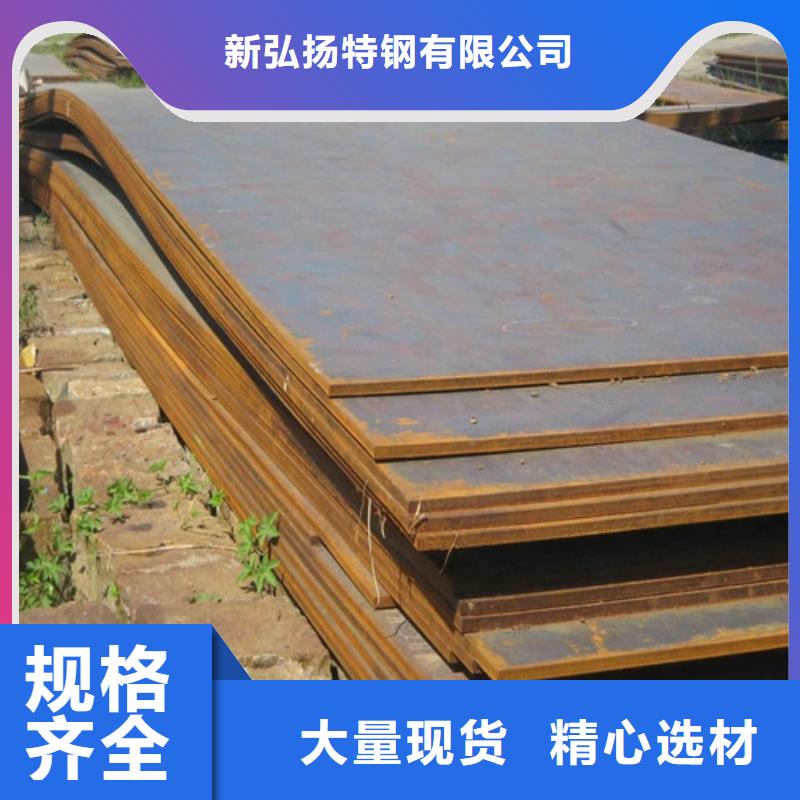
热轧板,即热轧钢板和钢带,俗称热板,通常也会把轧写成扎字,如热扎板,但都是指的同一种热轧板。指宽度大于或等于600mm,厚度为0.35-200mm的钢板和厚度为1.2-25mm的钢带。
标准:中国
分类和代号:
按边缘状态分: 切边 Q 不切边 BQ
按轧制精度分: 较高精度 A 普通精度 B
定义
钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。
钢带是指成卷交货,宽度不小于或等于600mm的宽钢带。
尺寸规格
钢板尺寸应符合表《热轧钢板的尺寸规格(摘自GB/T709-1988)》的规定。
钢带尺寸应符合表《热轧钢带的尺寸规格(摘自GB/T709-1988)》的规定。
钢板宽度也可为50mm或10mm倍数的任何尺寸。
钢板长度为100mm或50mm倍数的任何尺寸,但宽度小于等于4mm钢板的小长度不得小于1.2m,厚度大于4mm钢板的小长度不得小于2m。
根据需要要求,厚度小于30mm的钢板,厚度间隔可为0.5mm。
根据需要要求,经供需双方协商,可以供应其他尺寸的钢板和钢带。
热轧钢板的尺寸规格(摘自GB/T709-1988)
碳钢板研究竟有没有必要,碳板的实用作用大还是装饰作用大?一直以来,碳板都是鞋友们争论的几个球鞋制造科技的焦点问题之一。这种争论来源于碳板配置鞋款高昂的。碳板到底值不值这么多钱。为什么凡是配置了碳板的鞋款动辄定价就是1200+,甚至更高?今天借鉴几位鞋友的帖子,加上本人自己的理解,在这里谈一下关于碳板的话题。
我们所简称的”碳板”(CARBON PLATE)其实应该叫碳纤复合材料,因为它是由环氧树脂和碳纤维丝粘合后形成的一种复合材料,这种做法很类似用玻璃纤维和环氧树脂混和的玻璃钢,但是强度更大。
碳纤维丝的制造过程是非常复杂的,需要非常高的科技水平。简单说就是将一种叫做聚丙烯腈的高分子聚合物拉成丝,然后将这种丝在氮气中以摄氏2500度的高温碳化。碳板首先是用碳纤维丝织成布,再以液态环氧树脂浸泡并冷却后形成的。
