您的位置>首页 >防城港当地产品新闻 >
粉煤灰库_钢板库来图加工定制
更新时间: 2025-02-12 12:43:03 浏览次数:1
以下是:粉煤灰库_钢板库来图加工定制的产品参数
| 产品参数 |
|---|
| 产品价格 | 8888/吨 |
|---|
| 发货期限 | 30天 |
|---|
| 供货总量 | 999898 |
|---|
| 运费说明 | 电议 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | Q235B-Q355D |
|---|
| 发货城市 | 山东聊城 |
|---|
| 加工定制 | 可定制 |
|---|
| 可售卖地 | 全国各地 |
|---|
| 质保时间 | 1年 |
|---|
| 适用领域 | 工业、农业等 |
|---|
| 产地 | 聊城 |
|---|
| 品牌 | 聊城裕盛 |
|---|
| 发货周期 | 1-3 |
|---|
| 材质 | 钢 |
|---|
| 是否全新 | 是 |
|---|
以下是:粉煤灰库_钢板库来图加工定制的图文视频
导读 粉煤灰库_钢板库来图加工,裕盛钢板仓有限公司专业从事粉煤灰库_钢板库来图加工,联系人:谷云建,:15606359299、16606357772,QQ:1657330744,地:经济技术开发区北城街道到广西省 防城港市 港口区、防城区、上思县、东兴市,以下是粉煤灰库_钢板库来图加工的详细页面。 广西壮族自治区,防城港市 防城港市因港得名,依港而建,是中国两个既沿海又沿边的城市之一,与东盟海陆河相连的城市;也是“一带一路”、西部陆海新通道的重要门户城市和重要节点城市。入选港口型、陆上边境口岸型物流枢纽承载城市,拥有西部个亿吨大港——防城港。截至2021年末,防城港市有A级旅游景区42家,其中4A级景区7家,3A级景区4家,2A级景区1家。
我们精心制作的粉煤灰库_钢板库来图加工产品视频已经准备就绪,【解锁新品!】粉煤灰库_钢板库来图加工产品视频,带你穿越新品体验之旅!
以下是:粉煤灰库_钢板库来图加工的图文介绍
经过多年的不懈努力和广大顾客的支持、信任,无论是从投资规模或销售业绩,裕盛钢板仓有限公司早已成为 广西防城港钢板库、钢板库制作、大型钢板库制作、大型物料钢板库、粉煤灰钢板库、装配式钢板库业界里的优秀经营企业之一。 为更好迎合市场发展需要,常年备有大量 广西防城港钢板库、钢板库制作、大型钢板库制作、大型物料钢板库、粉煤灰钢板库、装配式钢板库现货供应,实惠、货源充足、规格齐全、提货便利,致力于为客人提供优质产品和一站式的便捷采购服务。 顾客为上,优质服务。竭诚与各地客商共同合作发展!




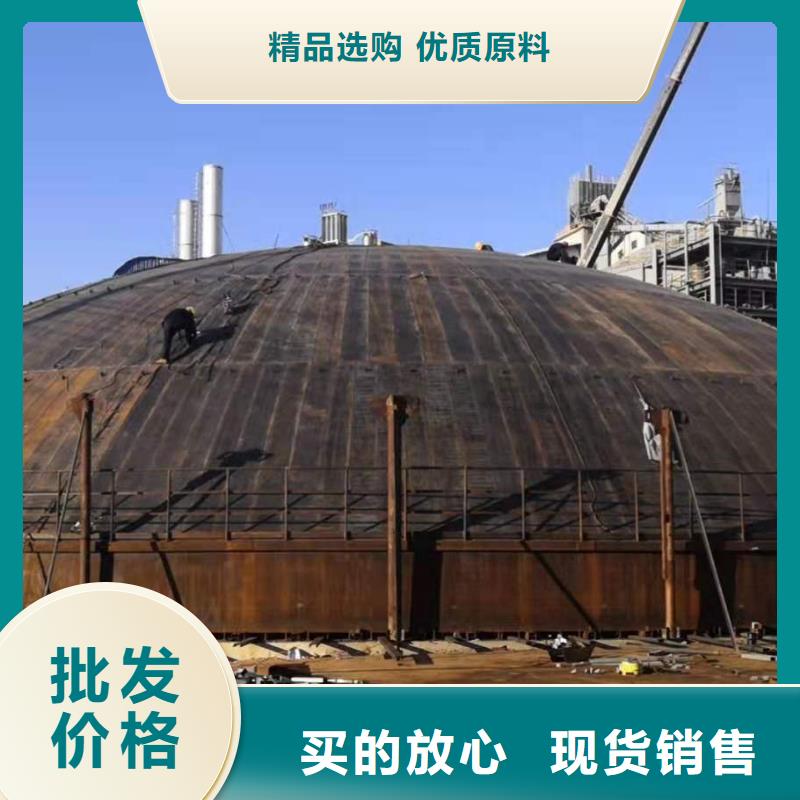
粉煤灰库体变形对应采取措施如下:
1、垫脚槽钢高度保持水平。对平台垫脚槽钢高度进行找平,确保各平台槽钢高度一致,使库体板承受上部荷载均匀,将库体变形将到 。同时,内部提升吊耳尽量靠近竖向加强肋或环向加强肋,或吊耳根部加方板,增加接触与库体的接触面积,减小库体局部由于受力不均产生的变形。
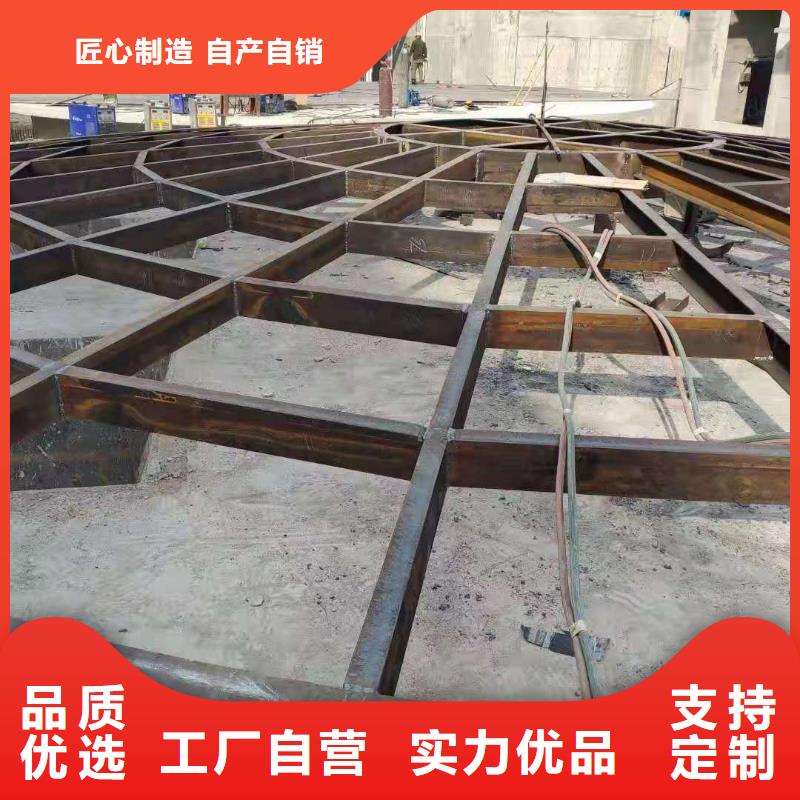
2、库体板方板时,确保场地平整,钢板平铺,同时精确度提高等级,放线切割时均由专业人员负责,确保方板精确度。从而使上下两节库体板间距均匀,减少强力拼合的情况。
3、确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式消除焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击消除焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击消除残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,消除焊接应力后将剩余焊缝焊完,锤击消除焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后消除焊接应力后方可进行第二遍焊接。



粉煤灰库从生产加工方面来讲钢材冷加工会产生冷变形,在加工过程中不允许让钢太多硬化而产生裂纹、划伤等。中国北方的冬天很冷。钢在低温下的性能会发生很大的变化,脆性增加。因此,会发生突然的脆性断裂。这给钢板仓的实际工程应用带来了很大的麻烦。
从安装工艺措施方面,尽量消除焊接部件和其他焊接接头及连接部件的焊接缺陷;焊接时不允许在焊件中留下大的热塑性变形和残余应力。
以上我们简单地分析和介绍了,对钢板仓低温冷脆现象的预防工作和解决措施。因此,对于钢板仓的产品,我们也需要做好冬季的预防工作,防止在温度较低时,钢板仓的质量受到影响,破坏我们的材料储存。


粉煤灰库的制作及设计注意事项 1:在大型钢板库建造初期,选址的地方就要注意 选址一要找地势相对高的地方,地下水位相对低的位置,因为地下水高,大型钢板库是落地式的钢板库 基础在正负0以下3米左右,基础设有多条廊道及多点下料的基础,从而在出料方面大大提高的出料率的效果,大型钢板库设计直径应该根据大型钢板库储存物料来设计直径和高度,大型钢板库基础设计一般避开淤泥和高水位即可,大型钢板库直径的设计和高度一般是一比一的结构,在出料和库体的机构配备好的 。大型钢板库 钢板仓 粉煤灰钢板库 粉煤灰库 卷板仓 都是粉状物料储存好的设备,库内储存物料均设计了物料均化设备,在储存物料时也有一定的注意事项,大型钢板库储存物料注意那些事项,大型钢板库钢建设完成,储存物料是要分成3次来储存,1次储存物料储存量在库的一半左右,即可,是为了大型钢板库基础适应。2次储存在1次储存1个月后即可,库内气化注意的是 库内流化棒及气化管安装完毕调试好正常运转2天后,储存物料是好的,在使用气化的时候也是要注意物料储存进去,一般3-4天开启气化均化,一次均化的时间在2个小时左右即可,这就是库内气化开启的时间及天数,库内物料均化时间是2小时,3天均化一次。



总结 粉煤灰库_钢板库来图加工,裕盛钢板仓有限公司为您提供粉煤灰库_钢板库来图加工产品案例,联系人:谷云建,:15606359299、16606357772,QQ:1657330744,地:经济技术开发区北城街道。