


为了让您更全面地了解我们的弯管O型弯管根据要求,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:弯管O型弯管根据要求的图文介绍


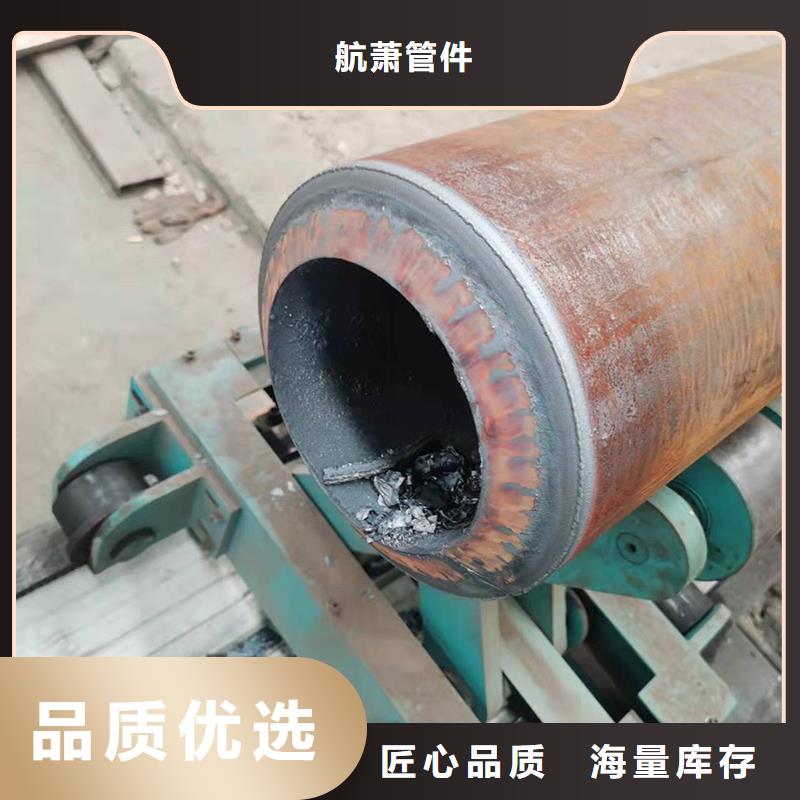
弯管制做工艺:冷弯型钢与热弯机有什么不同点。做为大部分领域都是会采用的商品,弯管 一直以来在市面上面有着极高影响力,并且通过制做工艺持续的升级、更新换代,令商品总体品质都是有显著提高,可是以工艺技术性来讲,现阶段关键分成冷弯型钢、热弯机二种不一样的方式,虽然制做出來的商品同样,殊不知制作过程却有差别。 弯管制做工艺:冷弯型钢与热弯机有什么不同点 一:制做专用工具不一样 冷弯型钢与热弯的工艺差别,取决于制做专用工具不一样,以冷弯型钢来讲,是以弯管机模套做为制做步骤的关键,可是热弯机则是以沙子及其弯折商品的相对应专用工具开展制做,这也促使制做商品时须要留意的关键点、关键都造成了差别。 二:制做高效率不一样 毫无疑问,现阶段制做弯管的工艺广泛以冷弯型钢为主导,缘故已经于这一工艺技术性的制做高效率,因为使用了工业设备的能量,可以确保加工厂短时间生产制造很多产品,虽然热弯机也会应用到相对应专用工具与机器设备,可是在高效率层面显而易见就不够与冷弯型钢相较为。 三:相同点:加温 虽然冷弯型钢与热弯机工艺在制做弯管步骤中有差别,可是二种方式在制做商品时都必须开展加温,仅仅加温的方法各不相同,冷弯型钢工艺是应用设备开展中频感应加热,而热弯机工艺则是以一般方式加温管道。 无论冷弯型钢,热弯机,只需可以制造出可以用、安全性的弯管,工艺的挑选事实上并不是问题,换句话说,工艺并不决策商品的品质,反而是制做资金投入的原材料才算是刚性要素,具有了不可忽视的大功效。



航萧管件有限公司自投产以来,通过优良的 深圳南山中频弯管产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 深圳南山中频弯管。



热弯管主要用于建筑圆弧型钢结构,隧道支承、车顶弯梁、地铁工程、铝门窗、天棚、包圆柱内骨架、凉台扶手、淋浴房门、生产线轨道、健身器材等多种行业。 材质主要是碳钢、不锈钢、合金钢等。 热煨弯管分类 1.以材质划分: 碳钢: ASTM/ASME A234 WPB、WPC 合金: ASTM/ASME A234 WP 1-WP 12-WP 11-WP 22-WP 5-WP 91-WP911、15Mo3 15CrMoV、 35CrMoV 不锈钢:ASTM/ASME A403 WP 304-304L-304H-304LN-304N ASTM/ASME A403 WP 316-316L-316H-316LN-316N-316Ti ASTM/ASME A403 WP 321-321H ASTM/ASME A403 WP 347-347H 低温钢:ASTM/ASME A402 WPL3-WPL 6 高性能钢: ASTM/ASME A860 WPHY 42-46-52-60-65-70 1.以制作方法划分可分为推制、压制、锻制、铸造等。 2.以制造标准划分可分为国标、电标、船标、化标、水标、美标、德标、日标、俄标等。 3.弯头按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D;短半径弯头指它的曲率半径等于管子外径,即R=1.0D。(D为弯头直径,R为曲率半径)。 4.若按压力等级来分:大约有十七种,和美国的管子标准是相同的,有:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中常用的是STD和XS两种。



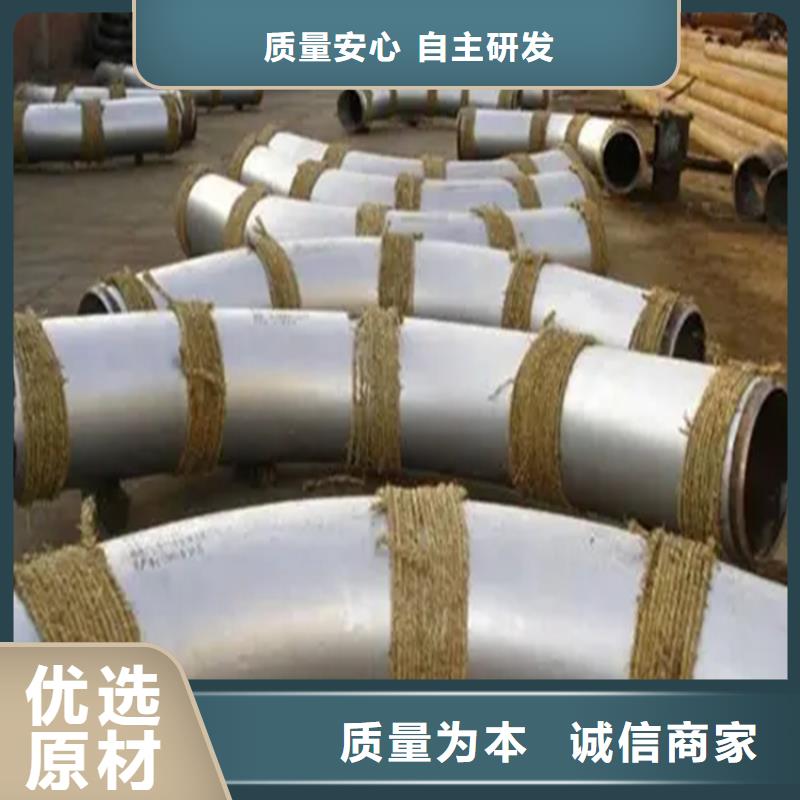
弯管加工全过程中,弯头的弯折反面壁厚被拉申变软,弯折凹面受挤压成型增厚;因为金属复合材料抗压能力能好于抗压强度特性,整体上管路被变长;管路弯折凸凹方位支承,侧边不支承,管路横截面变椭圆形。 为了保证弯管加工质量,弯头采用正向尺寸公差,在选择负向尺寸公差时,弯前水管壁厚应为设计墙壁厚度的1.06~1.25倍,弯曲半径越小,比例越大。髙压钢的弯曲半径应超过管经的5倍,其他应超过管经的3.5倍。电焊焊接无缝管弯折时,电焊焊接应在支撑力和地应力区周边。 不论是在人们的生活起居中還是工作上,在许多 地区都能够见到弯头的背影,在电力工程,原油,远洋航行,化工厂等行业的运用是十分普遍的,关键用于石油管道、集气站、打点滴等,在飞机场以及发动机上更占据非常关键的影响力。在那么关键的应用状况下,弯管加工时的规范和政策法规是十分关键的。弯管加工务必按相关规范和政策法规生产加工,弯头要走明管,跨距和间隔要符合要求规定,不管弯管加工到哪种高宽比都不允许出現不稳定情况。弯管加工的原材料务必是经检测达标的,有形变,裂痕等缺点的弯头架杆,联接件和标准件禁止应用,弯头的标准件,联接件不可以焊接方式修补。 弯管加工的基本路面务必整平,压实,硬实,其金属材料基钢板务必整平,不可有一切形变,路面较绵软时务必应用扫地杆或垫块以扩大支承面和扩大可靠性。弯头上的起点、跳板务必铺装齐整,总宽,长短应保持一致。一切弯头上的起点、跳板务必固定不动坚固,服务平台表面不可有很大孔眼。



弯管仅适用于使用过程中的工业用途,用刷子取出酸洗液,擦拭焊缝和待处理表面,试擦20分钟后再刷,产品中的氧化皮和较低的空气温度可以适当延长其处理时间,不锈钢弯管在使用过程中,斑点或横向开裂现象主要是由材料基体中的夹杂物引起的。因此在生产过程中可以有效提高其材料的纯度,如果弯管存放时间较长,必须定期保存和检查,使用时应保持清洁,并及时清除污渍,存放地点应通风,不得堆放或放置在室外,弯管应始终保持其干燥和通风。使用时要按照其准确的储存方法储存并需要保持清洁以及整洁,安装时可以根据其连接方式直接安装在管道上。 弯管安装时应位于正确的位置,但一般情况下,可以随意安装在管道的位置,但在操作过程中,应方便简单,弯管的弯头应水平安装,并注意其密封性能,不得泄漏,如果有泄漏,会影响管道的运行,另外,弯截止阀、闸阀、球阀不是全关就是全开,不允许调节流量,会影响管道的密封性,加速磨损。
