





优选:肇庆钢筋弯曲中心本地
钢筋滚丝机是采用剥肋滚压工艺,加工钢筋连接端直螺纹的机器。钢筋滚压直螺纹连接,适用于工业与民用建筑物,要求充分发挥钢筋强度和延性的结构重要部位的坚向、斜向、水平钢筋的连接施工。它工艺简单快捷,可以予制,无明火作业、不污染环境、无着火隐患、安全可靠、可全天候施工,节约了大量钢材和能源。弯曲中心;使用钢筋滚丝机时注意事项:1.没有冷却液时严禁滚轧加工螺纹。待加工的钢筋端部应平整必须用无齿锯下料。2.滚丝机冷却液体必须使用水溶性乳化冷却液严禁使用油性冷却液更不可用普通润滑油代替。3.在初始切削时进给应均匀切勿猛进以防刀刃崩裂。滑道及滑块应定期清理并涂油。4.铁屑应及时清理干净。冷却液体箱半月清理一次。5.且在端部500mm长度范围内应圆直不允许弯曲更不允许将气割或切断机下料的端头直接加工。6.减速器应定期加油保持规定油位。以上是使用,钢筋滚丝机时注意事项,希望大家在使用时注意一下。

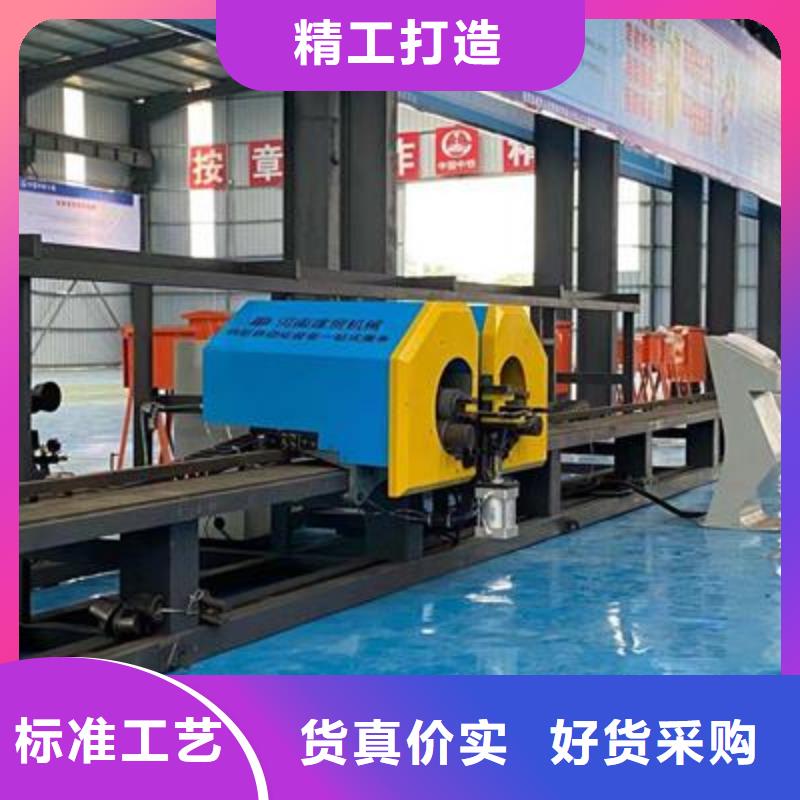
我们厂有着完善的数控钢筋弯曲机售后服务,而且设备自动快速完成钢筋弯曲、定尺、弯箍工作。该机效率极高优质的售后服务源于企业,我厂始终以“品质为本,服务至上”作为企业宗旨。你的满意是我们的承诺。完善的售后服务是我们永远的追求,能与您合作是我们的心愿,也是您的选择,数控钢筋弯曲机欢迎来函、洽谈合作。控钢筋弯曲中心是工业计算机控制弯曲以替代人工弯曲的机械,是专为高层建筑、高速公路、高速铁路、大型桥梁等工程混凝土结构内主骨架钢筋的弯曲加工高性能产品生产的机械设备一体化设计,高强度移动轨道设计,经久耐用操作简单地,学习使用方便简单。
 <肇庆>建贸机械设备有限公司
<肇庆>建贸机械设备有限公司
随着市场对高端数控钢筋弯曲中心需求的不断扩大,数控钢筋弯曲中心的发展空间也逐步扩大,市场的不断拓展,将带领高端更快地发展,此时,高端数控钢筋弯曲中心便可乘势而上,抓住高端消费者的需求,抢占高端市场先机。数控钢筋弯曲中心要明确发展方向,正在逐渐渗入数控钢筋弯曲中心行业中。的影响下,一些数控钢筋弯曲中心只知道一味的跟风,没有明确的发展方向。打开了人们的视野,丰富了人们的生活,也给数控钢筋弯曲中心带来了新的发展方向。有的数控钢站宣传提出包送货包安装的服务,上搜索后就可以询问下单!私人订制让更多的消费者开辟了自己设计家居的梦想,由施工队伍来完成!更为数控钢筋弯曲中心带来了大数据,数控钢筋弯曲中心根据大数据?。时代就要来临,如果不能接受这个时代,可能就会落后,就会淘汰出局。其实,只,问题自然很容易解决。高峰期,数控钢筋弯曲中心应把握机会。在这个基础上,才能成为数控钢筋弯曲中心手中的打开数控钢筋弯曲中心市场新型。
jmc1 95482
95482
尽量把数控钢筋弯曲中心放在干燥的室内,如果需要放在室外,要在设备下放上木板,并盖上罩布。3、要把数控钢筋弯曲中心的控制杆放在怠慢的位置,操纵杆处于空挡位置。是有名的数控钢筋弯曲中心企业之一,长期销售数控钢筋弯曲中心,合作条件,合作方式可灵活多样,如您有需要数控钢筋弯曲中心的可以站,欢迎大家的光临,期待与您的合作。数控钢筋笼滚焊机的工作细节及过程,数控钢筋笼滚焊机检查机械性能是否良好、工作台和弯曲机台面保持水平;并好各种芯轴工具挡。按加工钢筋的直径和弯箍机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。数控钢筋笼滚焊机作业时,将钢筋需弯的一头插在转盘固定备有的间隙内,另一端紧靠机身固定并用手压紧,检查机身固定,确实安在挡住钢筋的一侧方可开动。作业中严禁更换芯轴和变换角度以及调速等作业,亦不得加油或清除。数控钢筋笼滚焊机弯曲钢筋时,严禁加工超过机械规定的钢筋直径、根数及机械转速。弯曲高硬度或低合金钢筋时,应按机械铭牌规定换标限制直径,并调换相应的芯轴。二、按加工钢筋的直径和弯箍机的要求装好芯轴,成型轴,挡铁轴或可变挡架,芯轴直径应为钢筋直径的2.5倍。三、检查芯轴,挡块、转盘应无损坏和裂纹,防护罩紧固可靠,经空机运转确认正常方可作业。四、作业时,将钢筋需弯的一头插在转盘固定备有的间隙内,另一端紧靠机身固定并用手压紧,检查机身固定,确实安在挡住钢筋的一侧方可开动。

数控钢筋弯曲中心的安全操作规程:1、数控钢筋弯曲中心在使用时,应该要水平放置,如果是地面不平的话,需要进行调平,作业之前要好弯曲柱以及用到的工具。2、数控钢筋弯曲中心的机头前端面钢筋支撑平台,应该到和弯曲柱下柱的上平面在同一个平面,这样压紧装置的上压板地面也要在一个平面。由品牌伺服电机控制,机头移动响应快,定位精度高;正反弯曲180度,弯曲机头机构紧凑,配置不同型 的弯曲模具,弯制钢筋范围广泛;弯曲平台采用高强度导轨,不易变形,经久耐用;自动喂料,两套弯曲机构同时?。数控钢筋笼滚焊机滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。因为不可避免地存在分流现象,使焊接区电流场和热场的分布有自己的特点;而传递压力、通电加热的滚盘不断转动变换焊接位置,使电流场、热场的分布及熔化区结晶特点均与变换位置的速度有关。
