

图文介绍虽好,但视频更能展现不锈钢碳素钢复合管推荐货源质检严格产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
以下是:不锈钢碳素钢复合管推荐货源质检严格的图文介绍


鑫隆昌金属材料有限公司遵循诚信经营, 浙江绍兴桥梁护栏货真价实,服务的宗旨,赢得了用户,拓展了市场,建立了销售网络,以质量求信誉,以信誉求发展,以雄厚的实力、优良的 浙江绍兴桥梁护栏产品、的深得新老用户的信赖;欢迎来电垂询或亲临指导。 公司经营以诚信为原则,管理上坚持以人为本,服务上以客为尊、规范经营。公司全体人员勇于开拓、团结奋进、继往开来、孜孜拼搏 ,抓住社会经济展的大好形势,积主动与同行加强交流,广交社会各界朋友 ,与时俱进,迈向新的历程!




聊城正久金属制品有限公司对于产品和焊接方法做一下介绍:防止不锈钢复合管焊接起裂纹的办法?首先在焊接前期要选择跟不锈钢复合管材质一样的焊条来焊接,一定要确定你的不锈钢复合管的材质规格,不一样的材质焊接到一起肯定会起反应的,焊材使用错误就会导致不锈钢复合管有裂纹现象出现,稀释率高也能导致裂纹,不锈钢复合管的焊接层面不应高于150度以上。你可以让电弧热量偏向不锈钢复合管侧。层间温度 能够控制150度左右。
常用不锈钢复合钢管的几种焊接方式方法,最常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
常用不锈钢复合钢管的几种焊接方式方法,最常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。



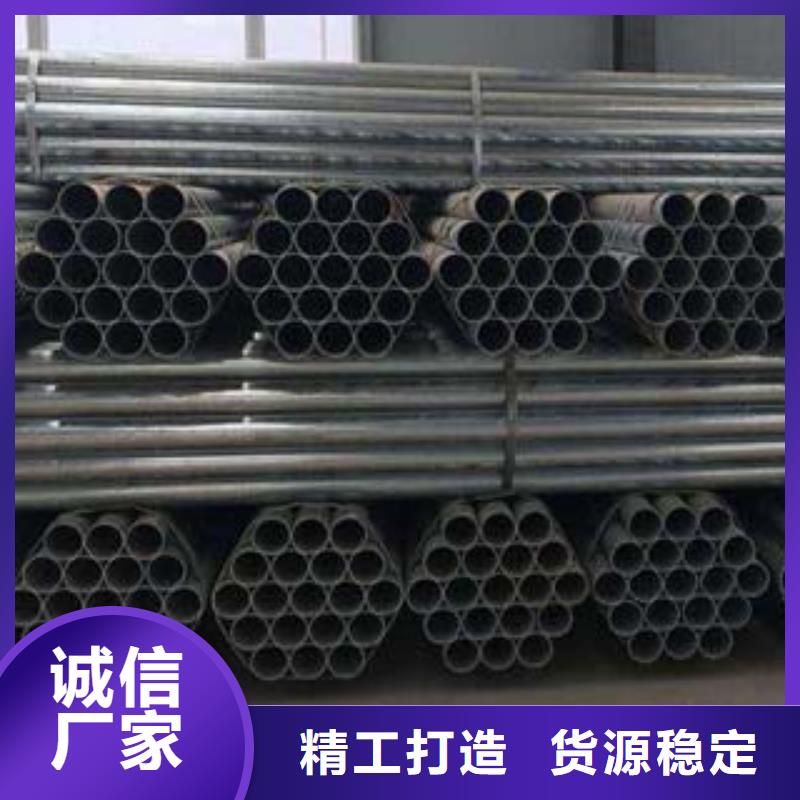
不锈钢碳素钢复合管焊接主要要领和注意事项1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф6㎜,焊丝用Ф0.8~Ф2㎜,牌 HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min.将对焊处两端磨坡口。
因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破钢管这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。由于不锈钢材质化学性能,对无损害,所以国内医学界在内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。内衬不锈钢复合管与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。
因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破钢管这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。由于不锈钢材质化学性能,对无损害,所以国内医学界在内植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。内衬不锈钢复合管与不锈钢管件配套连接,加上对接头螺纹和端面的防锈处理,可以有效防止对水质造成的二次污染。

