





我们的不锈钢焊管-904L不锈钢卷板 有口皆碑视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:不锈钢焊管-904L不锈钢卷板 有口皆碑的图文介绍
松润金属材料有限公司是一家结集 聊城莘县316L不锈钢焊管销售、服务于一体的国内知名企业。我公司技术力量雄厚,生产设备精良,检测手段齐全,质量管理严谨,我公司将以z u i可靠的产品质量、z u i的产品价位、z u i完善的售后服务,z u i良好的商业信誉来赢得您对我们的信任和支持。我们竭诚欢迎新老客商莅临我公司实地考察、参观指导!让我们精诚合作,携手同心,互惠互利,共创新的辉煌!



华尔网松润金属材料有限公司专业生产销售各种材质规格华尔网不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管不锈钢管焊接技术种类采?的焊接?艺:采??规范可防?晶间腐蚀、热裂纹及变形的产?,焊接电流?低碳钢低20%;为保证电弧稳定燃烧,采?直流反接;短弧焊收弧要慢,填满弧坑,与介质接触的? 焊接;多层焊时要控制层间温度,焊后可采取强制冷却;不要在坡?以外的地?起弧,地线要接好;焊后变形只能?冷加?矫正。1) 氩弧焊不锈钢采?氩弧焊时,由于保护作?好,合?元素不易烧损,过渡系数较?,故焊缝成形好,没有渣壳,表?光洁,因此焊成的接头具有较?的耐热性和良好的?学性能。?前在氩弧焊中应?较?的是??钨极氩弧焊,?于焊接0.5~3mm的不锈钢薄板,焊丝的成分?般与焊件相同,保护?体?般采??业纯氩?,焊接时速度应适当地快些,尽量避免横向摆动。对于厚度?于3mm的不锈钢,可采?熔化极氩弧焊。熔化极氩弧焊的优点是?产率?,焊缝的热影响区?,焊件的变形?和耐腐蚀性好,并易于?动化操作。2) ?焊由于?焊?便灵活,可焊各种空间位置的焊缝,不锈钢焊管,对?些薄板结构和薄壁管等不锈钢部件,在没有耐腐蚀要求下有时可采??焊。为防?过热,焊嘴?般?焊接同样厚度的低碳钢时要?,?焊?焰要使?中性焰,焊丝根据焊件成分和性能选择,?焊粉??剂101,焊接时 ?左焊法,焊接时焊炬焊嘴与焊件倾?成 40~50°,焰芯距熔池应不?于2mm,焊丝端头与熔池接触,并与?焰?起沿焊缝移动,焊炬不作横向摆动,焊速要快,并尽量避免中断。3) 埋弧焊埋弧焊适?于中等厚度以上的不锈钢板(6~50mm)的焊接,采?埋弧焊?产率?,焊缝质量好,但易引起合?元素及杂质的偏析。4) ??焊??焊是?种?常普遍的、易于使?的焊接?法.电弧的长度靠?的?进?调节,它决定于电焊条和?件之间缝隙的??.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接?法很简单,可以?来焊接?乎所有材料.对于室外使?,它有很好的适应性,即使在?下使?也没问题.?多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于?的?:当你改变电极与?件的缝隙时,你也改变了电弧的长度.在?多数情况下,焊接采?直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合?或?合??属芯丝和焊条药?组成.这层药?保护焊缝不受空?的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,不锈钢焊管,也可是缄性的,这决定于药?的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来?空?的潮?会很快在焊条中积聚。



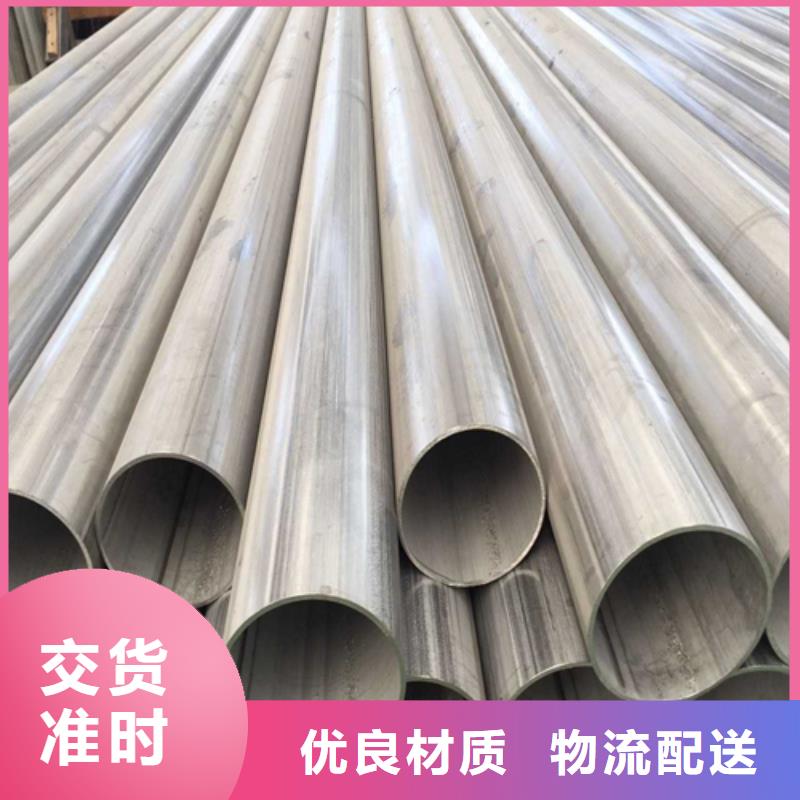
华尔网松润金属材料有限公司专业生产销售各种材质规格华尔网不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,316l不锈钢焊管规格尺寸316L不锈钢焊管是不锈钢焊管中的一种,其主要特点是具有优良的耐蚀性、防氧化性和高温强度,而且较为耐热和耐磨损。同时,316L不锈钢焊管安装方便、结构简单,适用于各种高温和高压环境。但是在选购316L不锈钢焊管时需要考虑它的规格尺寸,因为不同的规格尺寸会影响其在实际使用中的表现。下面将从规格尺寸展开讲述316L不锈钢焊管。1.管径尺寸管径尺寸通常是指焊管的外径或者内径,其中常用的外径尺寸是6mm、8mm、10mm、12mm、14mm、16mm、18mm、20mm、22mm、25mm等,而内径尺寸的选择则通常取决于所需的流量大小。2.管厚度尺寸管厚度尺寸通常是指管子的壁厚,而不锈钢焊管的壁厚可分为2mm、2.5mm、3mm;其厚度越大,代表着其承受压力越大,但同时比较沉重。3.管长尺寸管长尺寸较为明显,在工程施工中需要量身定做。一般来说,管长是现场就地测量,然后加工制作的。但是在订购时,也只需使用需求的长度即可。



华尔网松润金属材料有限公司专业生产销售各种材质规格华尔网不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管在各个领域的应?
随着社会的不断发展进步,不锈钢焊管得到了?泛的应?。它在使?的过程中影响着我国的经济发展,具有更?泛的发展前景,成为了市场的主流。
下?我们说?下不锈钢焊管在各?各业的?途:
1.低压流体输送?焊接钢管(GB/T3092-1993)也称?般焊管,俗称?管。是?于输送?、煤?、空?、油和取暖蒸汽等?般较低压?流体和其他?途的焊接钢管。钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。钢管的规格?公称?径(mm)表?,公称?径是内径的近似值。习惯上常?英?表?,如11/2 等。低压流体输送?焊接钢管除直接?于输送流体外,还?量?作低压流体输送?镀锌焊接钢管的原管。
2.低压流体输送?镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称?管。是?于输送?、煤?、空?、油及取暖蒸汽、暖?等?般较低压?流体或其他?途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。钢管的规格?公称?径(mm)表?,公称?径是内径的近似值。习惯上常?英?表?,如11/2 等。
3.普通碳素钢电线套管(GB3640-88)是?业与民?建筑、安装机器设备等电?安装?程中?于保护电线的钢管。
4.直缝电焊钢管(YB242-63)是焊缝与钢管纵向平?的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。
5.承压流体输送?螺旋缝埋弧焊钢管(SY5036-83)是以热轧钢带卷作管坯,经常温螺旋成型,?双?埋弧焊法焊接,?于承压流体输送的螺旋缝钢管。钢管承压能?强,焊接性能好,经过各种严格的科学检验和测试,使?安全可靠。钢管?径?,输送效率?,并可节约铺设管线的投资。主要?于输送?油、天然?的管线。
6.承压流体输送?螺旋缝?频焊钢管(SY5038-83)是以热轧钢带卷作管坯,经常温螺旋成型,采??频搭接焊法焊接的,?于承压流体输送的螺旋缝?频焊钢管。钢管承压能?强,塑性好,便于焊接和加?成型;经过各种严格和科学检验和测试,使?安全可靠,钢管?径?,输送效率?,并可节省铺设管线的投资。主要?于铺设输送?油、天然?等的管线。
7.?般低压流体输送?螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采?双??动埋弧焊或单?焊法制成的?于?、煤?、空?和蒸汽等?般低压流体输送?埋弧焊钢管。
8.?般低压流体输送?螺旋缝?频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采??频搭接焊法焊接?于?般低压流体输送?螺旋缝?频焊钢管。
9.桩?螺旋焊缝钢管(SY5040-83)是以热轧钢带卷作管坯,经常温螺旋成型,采?双?埋弧焊接或?频焊接制成的,?于??建筑结构、码头、桥梁等基础桩?钢管。



华尔网松润金属材料有限公司专业生产销售各种材质规格华尔网不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,油气输送用大直径厚壁不锈钢焊管关键技术与装备研发及应用
油气输送是目前全球经济不可或缺而大直径厚壁不锈钢焊管在该领域中则扮演着至关重要的角色。针对这一技术和装备,近年来国内外科研工作者们一直在不断研发和应用。
首先,大直径厚壁不锈钢焊管的优点是不亚于其他材料。相较于其他钢质材料,不锈钢具有耐酸、耐碱、耐腐蚀、抗氧化等特性,且寿命长、成本低,更适应长途输送的需求。因此,在油气输送中,选择大直径厚壁不锈钢焊管是一个明智的选择。
其次,大直径厚壁不锈钢焊管在研发和应用方面面临一些挑战。例如,焊管制造中的钢材、连接和涂层技术需要持续创新,以适应更加严苛的工业标准和客户需求。此外,焊管的使用寿命对于油气输送来说非常重要,对于高温、腐蚀等因素需要重点研究。
为了应对这些挑战,国内外科研团队们一直在从以下几个方面研发和应用大直径厚壁不锈钢焊管:
1. 钢材,连接和涂层技术的创新: 针对油气输送过程中的高压、高温、强腐蚀等环境,研究开发有机防腐材料和合金钢、普通不锈钢等新型焊管钢材,探究有效的材料连接方法和新的防腐涂层技术。
2. 焊管结构的改进:焊管的材料选择和制作技术的改进可以提高焊管的强度和耐腐蚀能力,例如采用带有层状结构、双重耐腐蚀层等结构的新型焊管。研究不锈钢晶粒的生长、相变行为、力学行为等,以正确控制焊管成形工艺中的微观治金组织及宏观物理性能分布。
3. 焊管的质量检测技术的提高:大直径厚壁不锈钢焊管作为油气输送领域内的重要组件,需要经过多项质量检测和校验,确保其能够满足行业标准和客户需求。目前,各类检测手段如彩超、X射线、超声波等已广泛应用在焊管检测领域,检测技术也不断更新和优化。
综上,大直径厚壁不锈钢焊管在油气输送领域中的研发和应用一直是国内外科研工作者们的重要课题,这也促进了我国油气输送领域的发展。未来,随着技术的不断革新和原材料的进一步优化,大直径厚壁不锈钢焊管将会在油气输送领域中扮演更加重要的角色。
