


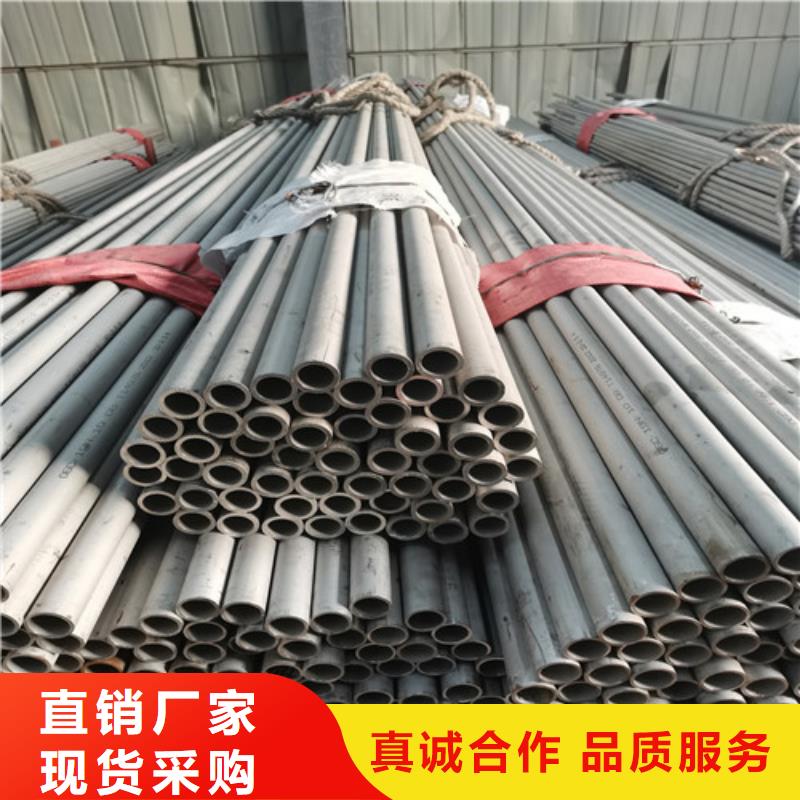
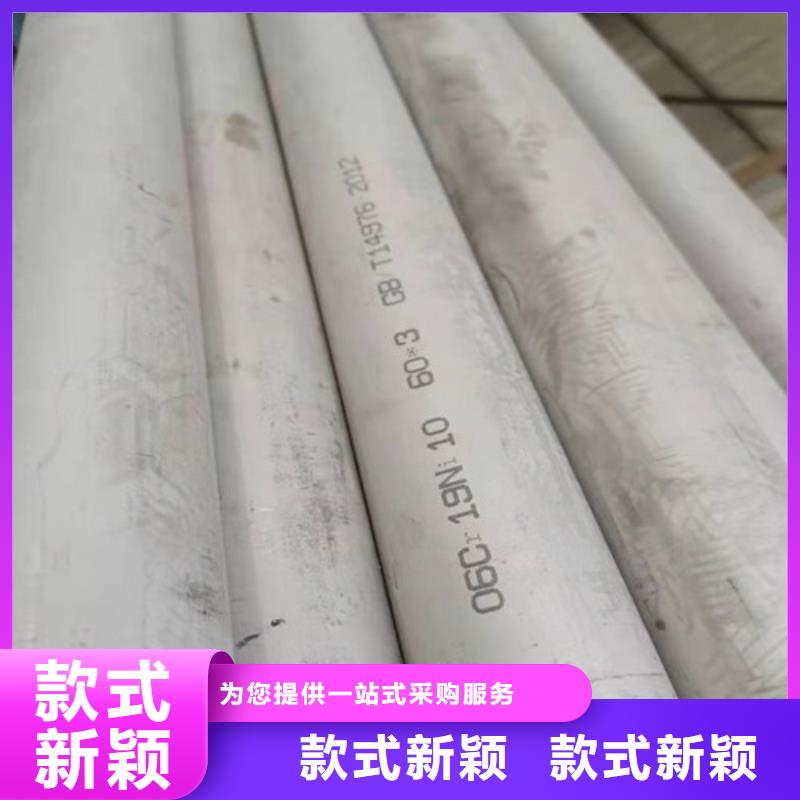
产品视频展示,助您洞悉不锈钢管不锈钢管多种工艺产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:不锈钢管不锈钢管多种工艺的图文介绍

福伟达管业有限公司深耕于 陕西宝鸡304L不锈钢管系列产品的换代升级。近年来,学习国外技术、引进国外设备,建立了一支 陕西宝鸡304L不锈钢管技术过硬、检测全面、管理完善的生产和服务团队。始终把“客户,质量”作为公司的核心理念。
展望未来福伟达管业有限公司将继续发扬中国传统匠心精神,不忘初心,脚踏实地。努力把中国制造 陕西宝鸡304L不锈钢管推向世界。



碳是一种非金属元素,位于元素周期表的第二周期IVA族。拉丁语为Carbonium,意为“煤,木炭”。碳是一种很常见的元素,它以多种形式广泛存在于大气和地壳和生物之中。碳单质很早就被人认识和利用,碳的一系列化合物——有机物更是生命的根本。碳是生铁、熟铁和钢的成分之一。 碳能在化学上自我结合而形成大量化合物,在生物上和商业上是重要的分子。生物体内绝大多数分子都含有碳元素。 碳既以游离元素存在(金刚石、石墨等),又以化合物形式存在(主要为钙、镁以及其他电正性元素的碳酸盐)。它以二氧化碳的形式存在,是大气中少量但极其重要的组分。预计碳在地壳岩石中的总丰度变化范围相当大,但典型的数值可取180ppm;按丰度顺序,这个元素位于第17位,在钡、锶、硫之后,锆、钒、氯、铬之前。 [8] [9] 石墨广泛分布于全世界,然而大多数几乎没有价值。大量的晶体或薄片存在于变性的沉积硅酸盐岩石中,如石英、云母、片岩和片麻岩;晶体大小从不足1mm到6mm左右(平均4mm)。它沉积微扁豆状矿体,可达30m厚,横越田野,绵延数公里。平均含碳量达25%,但高的可达60%(马尔加什)。选矿是利用 和盐酸处理后进行浮选,再在真空中加热到1500℃。微晶石墨(有时称为“无定形体”)存在于富碳的变性沉淀中,某些墨西哥的沉积物含有高达95%的碳。 不锈钢管:不锈钢钢管渗碳氮化加工后为什么会出现变形现象 不锈钢钢管渗碳的方法有固体渗碳、液体渗碳、气体渗碳,还有碳氮共渗等不同类型,需要与每种渗碳源相适应的设备和热处理操作方法。渗碳是通过从不锈钢管表面的气氛中吸附活性碳原子,这些碳原子再向钢的内部扩散来进行的。影响渗碳的主要因素是渗碳气氛的碳势,渗碳温度以及渗碳时间。用上式估算的是总渗碳层深度。另外,上式设渗碳表面碳浓度为各渗碳温度下奥氏体的饱和碳浓度,当渗碳表面的碳浓度低于该温度下奥氏体的饱和浓度时,由上式求出的渗碳深度值就偏小。不锈钢钢管渗碳产生的缺陷,与上述主要因素以及渗碳件的钢种、成分、渗碳后的淬火方法等有关。



不锈钢管与管板连接头的连接是换热器制造的关键工序,有强度胀接、强度焊和胀焊结合三种连接方法,但经常采用不锈钢管与管板胀焊结合的连接方法。是先焊后胀还是先胀后焊,至今仍有争论。 1、先焊后胀工艺的优点及应用 换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底清除干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。 2、先焊后胀工艺的缺点分析 ①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。②管口环形焊道不均匀,由于不锈钢管与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上不锈钢管与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的破坏。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成破坏。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。④不锈钢管伸长损伤焊缝,机械胀管使管壁减薄,不锈钢管伸长,对焊缝损伤。⑤焊接时在管口处形成焊瘤,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。



薄壁不锈钢管在国内从 1990 年开始使用。近几年通过新技术、新工艺处理,在确保使用功能的前提下,将厚壁改成了薄壁,成本下降的薄壁不锈钢水管发展势头强劲,已大量应用于建筑给水和直饮水管道。近来,建设部也非常重视这一新型管材,薄壁不锈钢水管的行业标准已于 2001 年出台。 因为不锈钢管在现场施工很难做到管内壁的氩气保护,采用以往的氩弧焊接方式进行不锈钢及管件的连接,因氩气保护不良,会导致不锈钢焊接接口的抗腐蚀性能的大幅下降,其焊缝在二到三年后就会发生渗漏。若采用螺纹连接,钢管就得留有足够的套丝厚度,这样加大壁厚就会造成不必要的浪费,并且不锈钢管的套丝难度是普通钢管的几倍,安装极不方便,新研制成功的卡压连接方式解决了这一难题,不管在连接性能、施工工序、安装设备等方面都得到行业的认可,目前在薄壁不锈钢燃气管道中大规模使用,且效果良好。 薄壁不锈钢管以超群的耐磨损性能、卓越的力学性能、优异的安全卫生性能、良好的耐温保温性能成为建材行业的亮点;且因内壁光滑摩阻小,外观时尚、美观,可 回收再利用,使用寿命长范围广、综合成本低等优点,逐渐成为人们看好的新型管材之一。
