

nmgsy<酒泉>神悦钢材有限公司
酒泉镀锌管整个蚀刻过程有利于表面光亮工程。 流体动力研磨和抛光。流体动力研磨抛光是借助高速流动性液体和砂带上的磨粒侵蚀油镀锌管表面进行研磨抛光的目的。 流体动力磨削是由液压机驱动,使带有磨粒的液体物料在钢材表面高速往复运动。 该材料主要由在较低工作压力下性能良好的独特化学物质制成,并掺入耐磨材料。耐磨材料可以选用碳碳复合粉末。 磁力研磨和抛光。 磁磨、研磨、抛光是利用磁性耐磨材料在电磁场的作用下产生耐磨材料刷,切割生产镀锌管。这种方法生产加工效率高,性价比高,生产加工标准非常容易操作,工作标准好。 酒泉Q355B镀锌焊管为降低镀锌无缝钢管的总氢渗透量,需要尽可能避免高韧性/高韧性钢镀锌无缝钢管的酸洗钝化,因为酸洗钝化会增加碱脆。 在防锈处理和氧化皮过程中,应尽量采用喷砂的方法去除锈迹。 保证镀锌无缝钢管在酸中浸泡的时间多不超过十分钟。 并且尽可能降低酸溶液的浓度值,零件在酸中浸泡的时间不超过十分钟; 脱脂时,使用清洁剂或有机溶剂脱脂等有机化学脱脂方法,透氢量较少,若采用光电催化除油,则先氧化阳极再阳极氧化。
要提高酒泉热镀锌管的整体特性,加大对公司发展的推动力度。这就要求企业提高镀锌扁钢在加工过程中的专业化管理方法,从原材料的采购,到生产过程,到成品入库的检验,在每一个全过程中,都有相应的管理应该制定计划,对每个过程进行评估,对产品进行精细化和细致化,体现公司的管理方法,但是这种管理方法的演进之后还是为了产品质量的提高 作为酒泉热镀锌钢管的加工制造,无论是加工工艺的标准,还是质量检验的规范,都应该从产品本身出发,制定一套相应的产品管理制度。只有严格的管理方法,才能提高热镀锌钢管的加工能力。因此,公司的管理方式是一种深度创新的管理方式。只有做好这种管理方式,才能体现公司未来的发展趋势。为了更好地满足不同客户的要求,现阶段热镀锌钢管的规格和型号非常丰富多彩,同时其生产材料也包括种类繁多。 酒泉热镀锌钢管可以做不锈钢板成品,也可以做焊接钢管的坯料和叠层金属板的薄坯。那么,在加工制造热镀锌钢管的情况下,有哪些关键的加工步骤呢?扁钢毛用左右两套重叠定位轮对细粗位置进行预校准,然后拉直。下面是利用一对相对布置的铸轮挤压热镀锌钢管的整体宽度,使其整体宽度能够达到估算的主要参数。


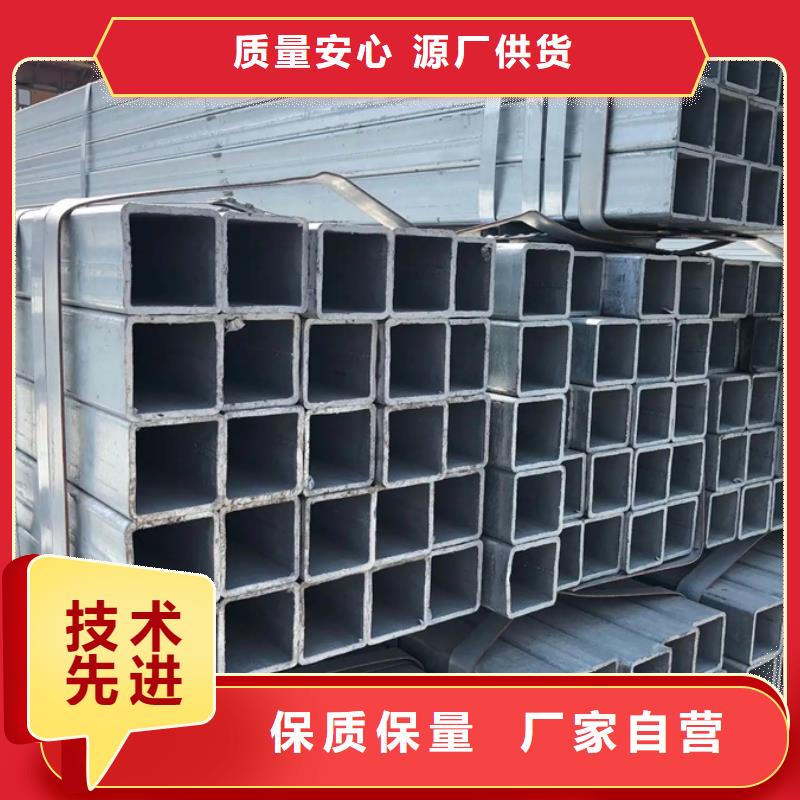
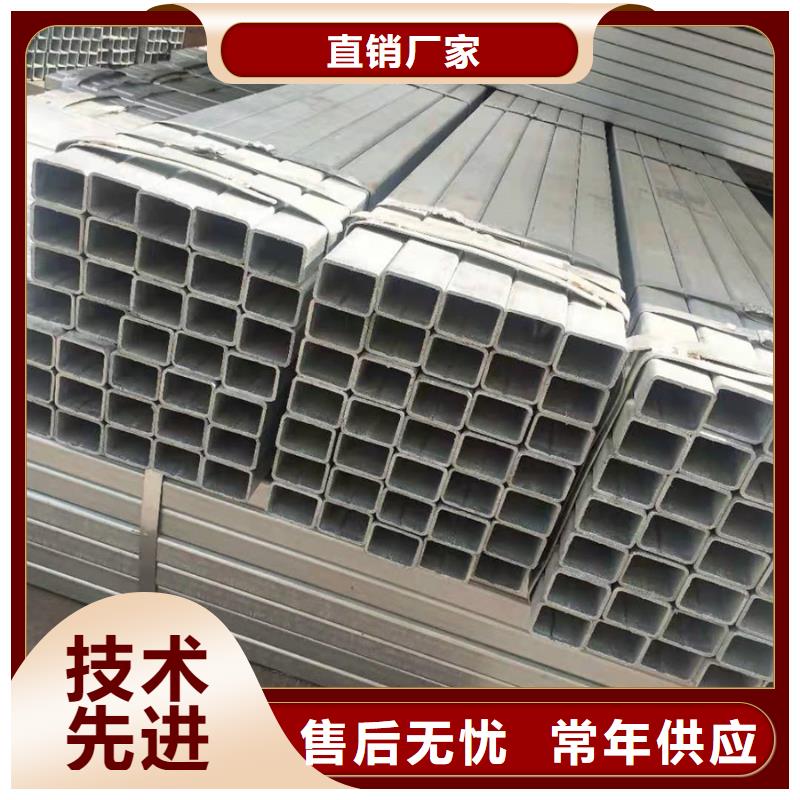
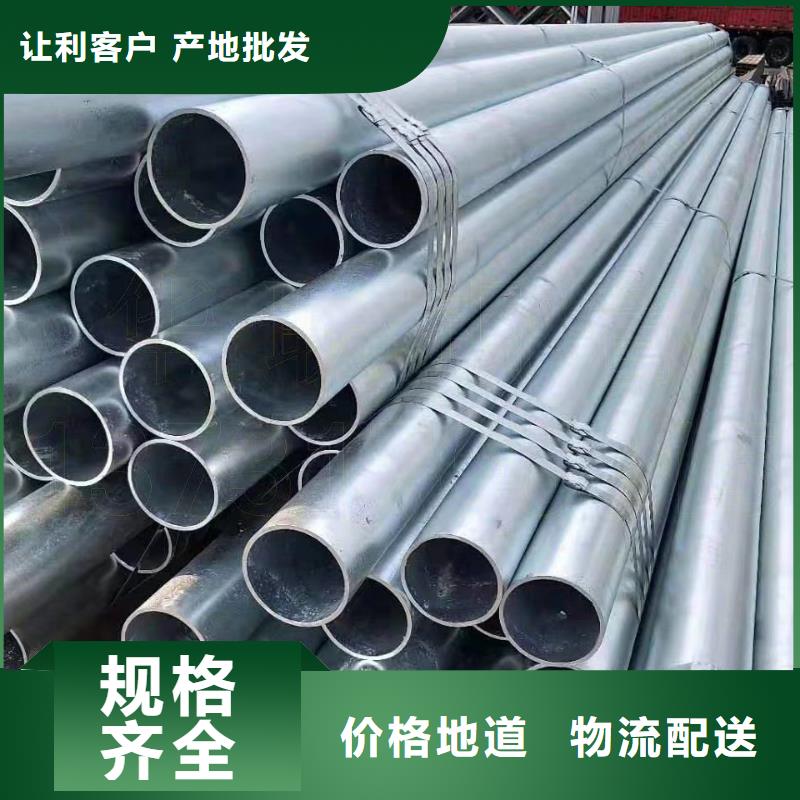
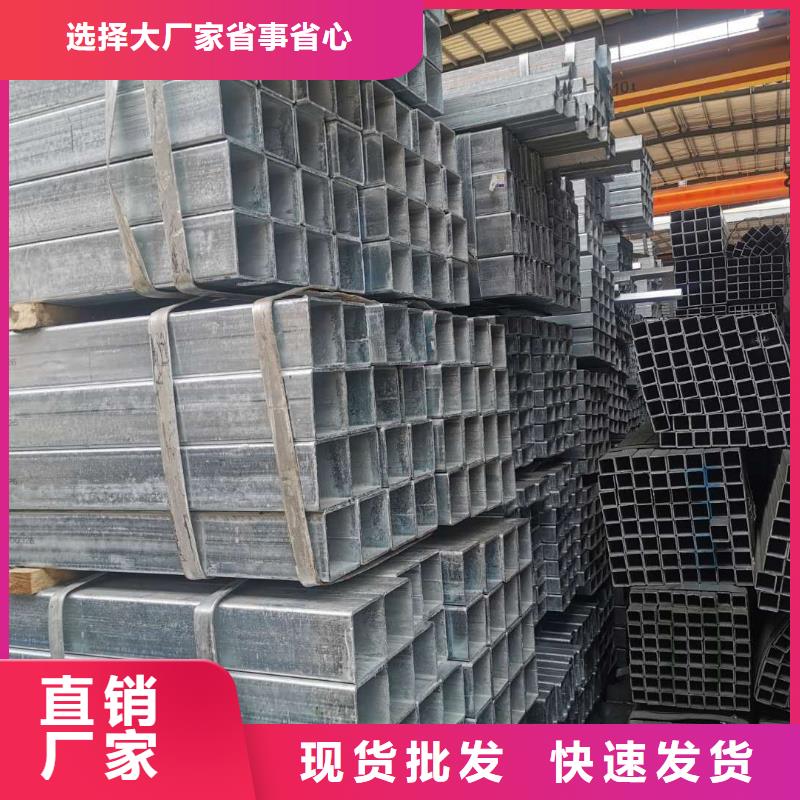
酒泉镀锌管直径规格、内径规格和规格要用游标卡尺准确准确地测量; 应使用准确准确地测量电气隔离;长短规格应用卷尺准确准确地测量。的壁厚是用专业的千分尺精确测量的。以上就是的质量检验方法。为了更好地检测的附着力,焊接钢管在室温下进行冷拔试验。 折弯方向为90,折弯半径以产品的折弯半径为准,电焊位于折弯角内侧。 折弯后,观察电焊处是否有裂纹。 绍在实际应用中,我们可以使用酒泉镀锌方管来输送各种低压流体。 镀锌方管生产后需要进行水压、弯曲、压扁等试验,对其表面质量有一定的要求。 同时,镀锌方管的长度和直径也应满足实际应用要求。 按壁厚不同可分为普通钢管和加厚钢管。其中,常见的埋弧焊直缝钢管采用埋弧焊技术,采用填充焊和颗粒保护焊剂埋弧焊。生产直径可达1500毫米。 埋弧焊直缝钢管的生产工艺包括成型技术和线圈成型埋弧焊技术。也就是说,随着生产水平的不断提高,各种镀锌方管的生产质量和工艺水平也得到了提高。 那么接受的具体步骤是什么?
为什么说酒泉镀锌方管适合做温室大棚用,温室的框架由圆铜或钢管制成,多为无柱温室。由于材料和焊接方法的不同,伞裙的种类很多。在我国,有很多桁架式钢架温室和装配式镀锌带管温室。 温室所有骨架均由工厂按定型设计生产,标准总成运至现场安装。 目前国内主要生产跨度为6米、30米、8米、42米、10米、66米等不同类型的装配式镀锌温室。 它的高度为2至3米,均为拱形圆形温室。 棚体由北向南延伸,棚内无立柱。 预制温室骨架由钢管制成,拱杆、纵筋、膜槽、膜弹簧、棚头、门、侧通风装置等,由各种夹具组装而成。 温室拱杆由两根直径25~32mm的弧形镀锌方管对接,顶部有套管; 酒泉镀锌管每1米使用一根拱杆。 纵肋用直径25mm的镀锌方管用拉杆和销钉连接,拱杆用横管卡箍固定在其上; 整个棚由6根纵肋连接为一体。 温室棚头用6根直径25毫米的钢管柱固定在拱杆上。 温室内有6个纵向薄膜槽,用槽管和十字夹固定在拱杆上,薄膜用薄膜弹簧固定。 棚头横向薄膜槽用平行槽管固定在拱杆上,棚头薄膜也用薄膜弹簧固定。 安装时先按现场图纸布置线路,沿棚内侧挖一条0.5米深的沟渠。 先压南北棚头,立 拱,埋柱。 拱形柱埋在地下0.5米的基石上。