






贺州桥梁灯光护栏氟碳漆喷涂工艺4.罩光漆涂层:罩光漆涂层也称清漆涂层, 主要目的是更有效地增强漆层抗外界侵蚀能力,保护面漆涂层,增加面漆色彩的金属光泽,外观更加颜色鲜明,光彩夺目,涂层厚度一般为5-10微米。三喷涂层总厚度一般为40-60微米,特殊需要的可以加厚。
5.固化处理:三喷涂层一般需要二次固化,铝材进入固化炉处理,固化温度一般在180℃-250℃之间,固化时间为15-25分钟,不同氟碳涂料生产 ,都会根据自己的涂料,提供的温度和时间。氯碳喷涂厂(锔油厂)也有的根据自己经验把三喷时的两次固化改为一次固化。
6.质量检验:质量检验应按AAMA-605.02.90标准。严格的质量检查才能保证高质量喷涂产品。

贺州灯光护栏桥梁栏杆氟碳喷涂工艺流程碳喷涂工艺流程为:前处理流程:铝材的去油去污→水洗→碱洗(脱脂)→水洗→酸洗→水洗→铬化→水洗→纯水洗喷涂流程:喷底漆→面漆→罩光漆→烘烤(180-250℃)→质检多层喷涂工艺以三次喷涂(简称三喷),喷底面漆、面漆及罩光漆和二次喷涂(底漆、面漆)。1.前处理的目的:在铝合金型材 、板材进行喷涂前,工件表面要经过去油去污及化学处理,以产生铬化膜,增加涂层和金属表面结合力和防氧化能力,有利于延长漆膜的使用年限。2.底漆涂层:作为封闭底材的底漆涂层,其作用在于提高涂层抗渗透能力,增强对底材的保护,稳定金属表面层,加强面漆与金属表面的附着力,可以保证面漆涂层的颜色均匀性,漆层厚度一般为5-10微米。3.面漆涂层:面漆涂层是喷涂层关键的一层 ,在于提供铝材所需要的装饰颜色,使铝材外观达到设计要求,并且保护金属表面不受外界环境大气,酸雨,污染的侵蚀,防止紫外线穿透。大大增强抗老化能力,面漆涂层是喷涂中厚的一层漆层,漆层厚度一般为23-30微米。
贺州道路灯光护栏优异的施工性—双组分包装、贮存期长、施工方便。
在建筑领域,尤其是高档建筑和厂房建筑,钢结构开始大量使用。为了保持长期的使用安全和美观,减少清洁和维护的费用,大部分设计师在设计时在外墙面和钢结构表面都指定使用氟碳涂料。成功案例有:采用上海衡峰FUVIT-ST系统的上海科技城、浦东国际机场、虹口体育场、上海虹桥机场,至今仍颜色绚丽、熠熠生辉。在高架天线和电视塔的钢结构领域,氟碳涂料仍不可缺少。我国每年花在钢塔桅更新上的直接费用在千万以上,中央直属电台年平均金属防护费用约占总维护费用的10%,个别工程采用了氟碳涂料的耐候钢,其涂层费用约占钢结构造价的10%-25%,每年节约维修费用约10%。10年节约的费用可再建一座同样高塔。
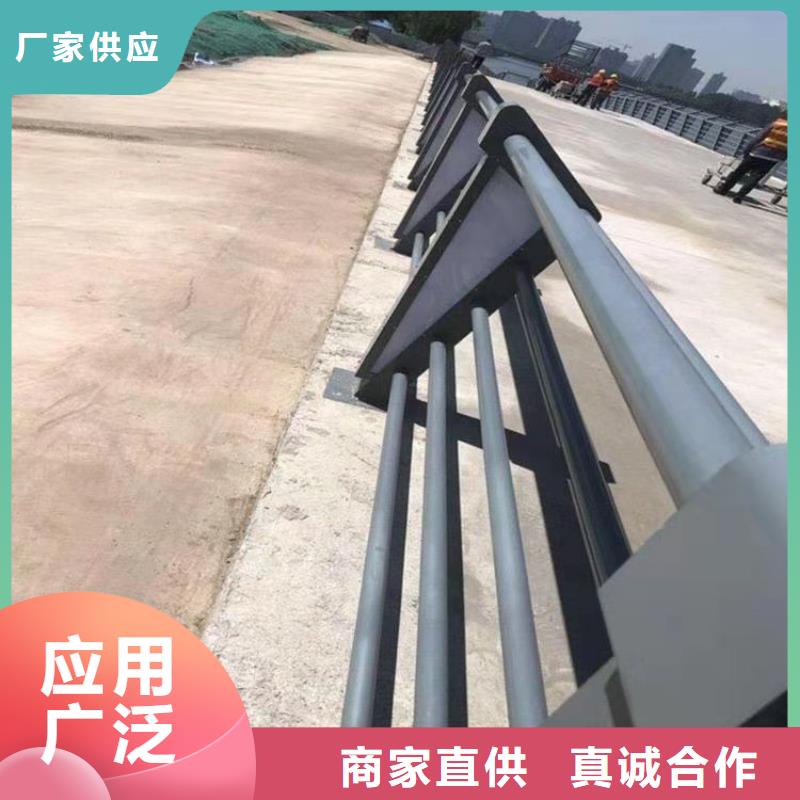
二、路灯灯杆喷涂应用现状:
现在灯杆一般采用静电粉末喷涂(即喷塑),就是将将塑料粉末喷涂在材料表面处理方法。北京、上海等城市的一些重点项目已经将氟碳喷涂运用到路灯上,效果。
贺州什么是碳当量?碳钢的碳当量如何计算?
把钢中合金元素(包括碳)的含量按其作用换自成碳的相当含量,称为该种钢材的碳当量,可作为评定钢材焊接性的一种参考指标。
碳钢中的元素除C外,主要是Mn和Si,它们的含量增加,焊接性变差,但其作用不及碳强烈。灯光护栏国际焊接学会推荐的碳当量公式为
?????????????????????? Mn??????? Cu+Ni???????? Cr+Mo+V
??????? CE(IIW)= C + ── + ──── + ────── (质量分数)(%)
???? ???????????????? ?? 6?????? ?? 15????????????? 5
随着碳当量值的增加,钢材的焊接性会变差。当CE值大于0.4%~0.6%时,冷裂纹的敏感性将增大,焊接时需要采取预热、后热及用低氢型焊接材料施焊等一系
列工艺措施。贺州利用碳当量值评价钢材焊接性有何局限性?
碳当量值只能在一定范围内,对钢材概括地、相对地评价其焊接性,这是因为:
1)如果两种钢材的碳当量值相等,但是含碳量不等,含碳量较高的钢材在施焊过程中容易产生淬硬组织,其裂纹倾向显然比含碳量较低的钢材来得大,焊接性较差。因此,当钢材的碳当量值相等时,不能看成焊接性就完全相同。
2)碳当量计算值只表达了化学成分对焊接性的影响,没有考虑到冷却速度不同,可以得到不同的组织,冷却速度快时,容易产生淬硬组织,焊接性就会变差。
3)影响焊缝金属组织从而影响焊接性的因素,除了化学成分和冷却速度外,还有焊接循环中的加热温度和在高温停留时间等参数,在碳当量值计算公式中均没有表示出来。
因此,碳当量值的计算公式只能在一定的钢种范围内,概括地、相对地评价钢材的焊接性,不能作为准确的评定指标。