




对于数控套丝打磨生产线质量优产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:数控套丝打磨生产线质量优的图文介绍
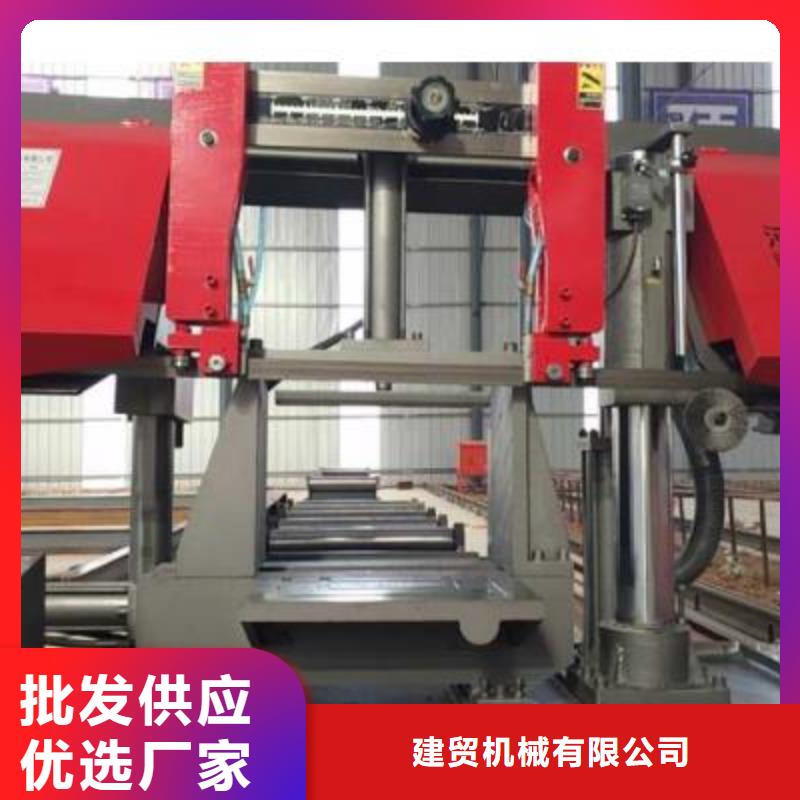
带锯床是一种以金属锯条作为切削工具,并用于切削金属材料的锯切设备,主要用于黑色金属的方料,园料及各种型材的切割,亦可用于切割有色金属及非金属材料,由于带锯切口窄,切削效率高,因此能耗小,材料浪费少。是一种具有显著节能,节材效果的高效切削设备。本机床主传动采用蜗轮箱变速。进给采用液压传动,工件采用手动和液压混合式,具有结构紧凑,操作维修方便等优点。床身,工作台:床身采用焊接箱式结构,主要用于支撑其他部件,内腔兼用液压池和冷却液池,工作台为铸件,用于承料,安装装置及锯架。主传动装置:主传动采用蜗轮传动方式,由电机,皮带轮,蜗轮变速箱,锯轮箱及锯轮组成。主要用以传递扭矩,驱动带锯轮回转,以便实现切削运动。3、使用寿命长一台好的,它的使用寿命通常能达到15-20年,可想而之,在这么长的一段时期内,好设备能为加工商们带来多少利润,而那些只考虑成本的采购企业肯定会在使用上吃很多亏。所以综合考虑多方面的因素,关注使用成本才是购买数控带锯床的不二之选。



四川绵阳锯切套丝生产线原料存储架采用大吨位存储,并可 与棒材自动上料机配合使用,实现上一个循环尚未结束时就可进行下一步配料,以节省循环周期;全自动送料辊道,避免原料的二次搬运;钢筋的输送、翻转、传递等全 部由机械完成,大幅度提 高了效率;钢筋输送滚采用V 型耐 磨辊进行,起到了耐 磨、减噪音、寿命长等特点;缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效。生产线配置清单1主筋上料机构 1套 主筋承料架,可载重2吨,提高功效、减轻劳动强度2 锯切前自动输送机构 1套 主筋自动传送,链条滚轮输送3数控液压锯床 1套 采用伺服自动定尺、液压自动夹紧与送进,PLC数字控制,精度高;锯条宽度400MM,可并排一次锯切14根28MM钢筋,率。4锯切后自动输送机构 1套 主筋自动传送,链条滚轮输送5双侧自动翻料机构 1套 由多组气动支撑组成,自动翻料6滚丝成料平台 2套 可载重2吨,提高功效、减轻劳动强度7打磨成料平台 2套 可载重2吨,提高功效、减轻劳动强度8电控系统 1套



1.先进生产设备、检测设施,保证所供应 四川绵阳智能压浆的质量。 2.心贴心的服务,解决客户难题,实现一站式采购。 3.良好的 四川绵阳智能压浆原产地优势,以及便利的交通,让我们能够有效快捷的满足 四川绵阳智能压浆客户要求。 建贸机械 有限公司立信于心的经营理念,本着做商先做人的态度,全心全意为客户服务努力做到质量更好,效率更高,服务优良。我们一定能够成为您生意场上辉煌腾飞的助力,实现共同发展.



,液压油夹油缸左边,右边液压油回油箱,左钳向工件。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
杜绝采取加深钻孔深度的代替清孔。钢筋笼要对中。首浇砼量的问题。首浇砼埋管深度不得小于~m。埋管深度不管灌注如何顺利,好不超过m,多放宽至m。砼灌注标高控制到设计标高m以上。
锯梁下降按工作按钳,液压油通过电磁阀升降油缸有杆腔;无杆腔液压油通过电磁阀,单向调速阀回油箱。锯梁快降按下降按钮,液压通过电磁阀工作,油升降油缸有杆腔,无杆腔油通过电磁阀回油箱。锯梁上升按上升按钮,液压油通过电磁阀升降油缸的无杆腔;有杆腔油经过电磁阀回油箱。工件松开按钳松按钮,液压油通过电磁阀油缸右边;左边液压油能过电磁阀回油箱,左钳口向左运动工件松开。
杜绝采取加深钻孔深度的代替清孔。钢筋笼要对中。首浇砼量的问题。首浇砼埋管深度不得小于~m。埋管深度不管灌注如何顺利,好不超过m,多放宽至m。砼灌注标高控制到设计标高m以上。


