



为了给您提供更全面的声测管安装产品信息,解锁声测管安装产品新体验,视频带你玩转每个细节!
以下是:声测管安装的图文介绍


严禁新增产能。严把产能置换和项目备案关,禁止各地以任何名义备案新增声测管冶炼产能项目,对于确有必要建设冶炼设备的项目,相关地区在项目备案前须严格执行产能置换办法,按规定进行公示公告,接受社会监督。严格执行《企业投资项目核准和备 案管理条例》(国务院令 673 号)、陕西榆林当地《企业投资项目核准和备案管理 办法》(发展改革委令第 2 号)、陕西榆林当地《企业投资项目事中事后监管 办法》(发展改革委令第 14 号)相关要求,各有关地区要对辖 区内擅自违法违规建设、陕西榆林当地违规产能置换和备案等情形认真开展自查和排查,对发现的问题要及时予以整改。六、陕西榆林当地开展巩固化解声测管过剩产能成果专项抽查。2019 年将对声测管产能违法违规行为易发高发的重点省(区、陕西榆林当地市),由声测管煤炭行 业化解过剩产能和脱困发展工作部际联席会议(以下简称部际联席 会议),组织开展一次巩固化解声测管过剩产能成果专项抽查,重点 检查压减粗钢产能、陕西榆林当地防范“地条钢”死灰复燃、陕西榆林当地严禁新增产能、陕西榆林当地淘汰落后产能等方面可能存在的问题。七、陕西榆林当地完善举报响应机制。运用好设立在中国声测管工业协会的“地条钢”及违法违规产能举报平台,落实好《关于声测管产能违法违规 行为举报核查工作的有关规定》(发改办产业〔2018〕1451 号)。各 有关地区要进一步研究制定防范本地区“地条钢”死灰复燃、陕西榆林当地已化解过剩产能复产及违法违规产能举报响应机制的具体措施,并向社会公告。对涉及声测管产能的项目,建立并完善事中事后监管的有效 机制。八、陕西榆林当地探索主动发现违法违规行为的有效机制。继续推进利用卫星遥感技术、陕西榆林当地卫星红外监测技术对声测管企业和相关企业的建设生产 情况进行监测;继续推进与电网、陕西榆林附近南方电网的合作,对声测管企 业和相关企业用电量进行监测,及时发现违法违规项目建设和生产 行为。各有关地区要加强日常监管,创新管理方式,积极探索主动发现声测管产能违法违规行为的有效措施,及时发现并查处违法违规 行为。



日升昌钢管声测管为您提供详细的 陕西榆林桥梁声测管产品、参数、图片等商品信息,如需进一步了解 陕西榆林桥梁声测管,请与直接联系。



由于分次成孔每次钻孔扩孔时都要将上次钻扩时护好的孔壁破坏,所以必须随时注意保护水头高度。水头高度应高于施工水位或地下水位1.5~1.8m,并不低于护筒上口10~20cm,掏碴时及时补水,通过透水性强的地层或有塌孔迹象时,可加大水头高度。(7)粘土投入量在需要泥浆护壁的地层,钻进时应经常向孔内投放粘土,以保证泥浆的质量。砂土、陕西榆林同城卵石土层直径为0.75~1.25m的孔,每延长米成孔投入粘土0.5~1.0m3;直径为1.5~2.0m的孔,每延米成孔投入粘土1.0~1.2m3。4.清孔成孔后,用管锥将钻碴基本掏净,然后按离子悬浮法进行清孔处理,即清孔前24h,按1(木屑):0.3(烧碱):1(水泥):30(粘土)适量水的比例配成膏状混合物,配制数量1m成孔体积,清孔时将膏状混合物,分三次抛入孔底,并用管锥冲砸5~10min,使膏状混合物均匀地溶于孔底泥浆中,用管锥掏渣,当捣至泥浆比重为1.03~1.06时,清孔终了。5.吊装钢筋笼钢筋笼由钢筋班负责分段制作,用钻架或吊车安装,钢筋笼接长用2台电焊机焊接,逐段连接逐段下放。钢筋笼定位后,及时浇注混凝土,以防止坍孔。6.灌注水下混凝土采用声测管法进行水下混凝土的灌注,声测管直径为250mm,壁厚8mm,一般节长2.0m,另外配置1节长4m,2节长1m的声测管,以方便调节声测管长度。声测管接头处有胶圈密封防水,水下砼现场拌合,钻架起吊入仓。灌注首批混凝土其数量须经过计算,使其有一定的冲击能量,把泥浆从声测管中排出,并能把声测管下口埋入砼,其深度不少于1m。当混凝土装满漏斗后,剪断隔水栓上的铁丝,混凝土即随隔水栓一起下入到孔底,排开泥浆。在整个浇注过程中,声测管在混凝土中埋深2~6m,利用声测管内混凝土的超压力使砼的浇注面逐渐上升,直至高于设计标高1m。冲击钻施工工艺流程图《钻孔桩施工工艺流程图》。



shengceguan

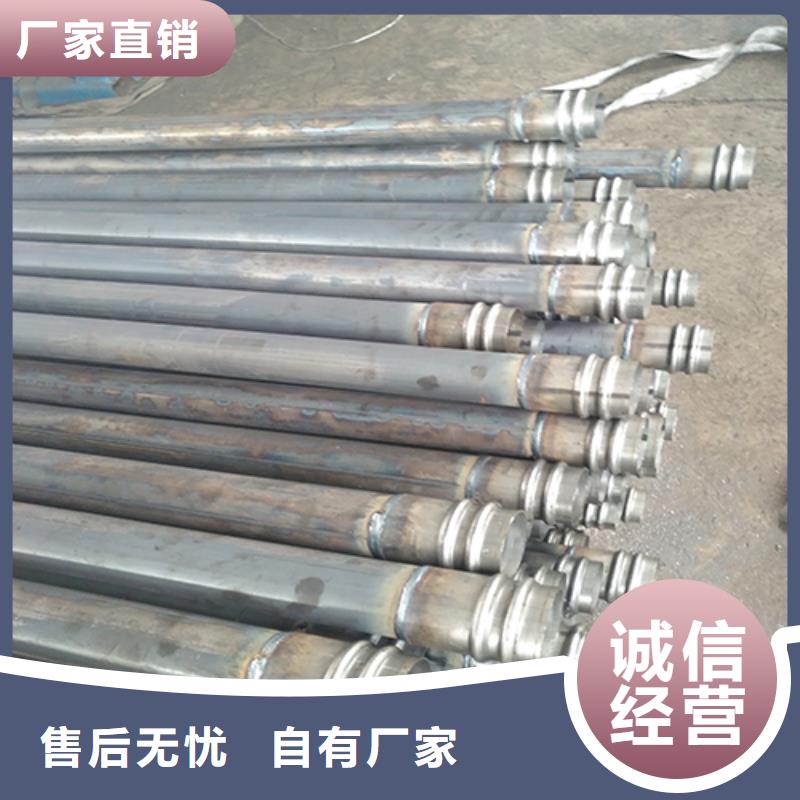
接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏
