





无需繁琐的文字描述,观看我们的视频,让螺旋管【防腐管】质量层层把关产品一览无余!
以下是:螺旋管【防腐管】质量层层把关的图文介绍

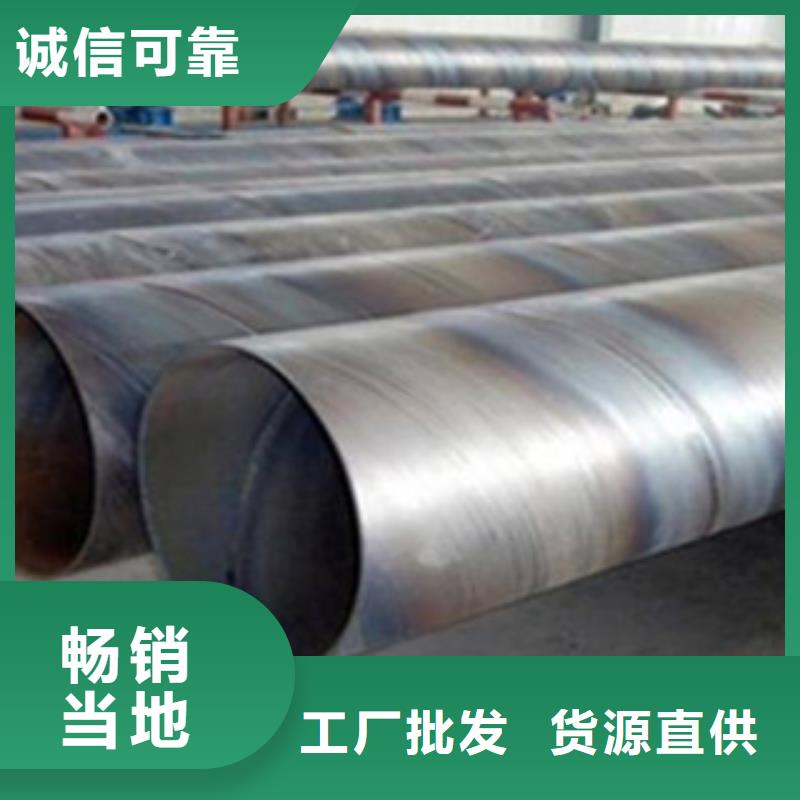
螺旋管表面处理方法:
1、清洗:应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐措施。
2、工具除锈:首要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度。
3、酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。
4、喷(抛)射除锈:喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以彻底肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。
喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置。
1、清洗:应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐措施。
2、工具除锈:首要运用钢丝刷等工具对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手工工具除锈能到达Sa2级,动力工具除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,工具除锈结果不理想,达不到防腐施工要求的锚纹深度。
3、酸洗:普通用化学和电解两种办法做酸洗处置,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处置。化学清洗固然能使外表到达必然的洁净度和粗拙度,但其锚纹浅,并且易对情况形成污染。
4、喷(抛)射除锈:喷(抛)射除锈是经过大功率电机带动喷(抛)射叶片高速扭转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力效果下对钢管外表进行喷(抛)射处置,不只可以彻底肃清铁锈、氧化物和污物,并且钢管在磨料凶猛冲击和磨擦力的效果下,还能到达所需求的平均粗拙度。
喷(抛)射除锈后,不只可以扩展管子外表的物理吸附效果,并且可以加强防腐层与管子外表的机械黏附效果。因而,喷(抛)射除锈是管道防腐的理想除锈方法。一般来说,喷丸(砂)除锈首要用于管子内外表处置,抛丸(砂)除锈首要用于管子表面面处置。


螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤。



钢兴钢管 有限公司位于 浙江杭州合金钢管之都浙江杭州— 浙江杭州合金钢管产品面向全国销售,产品销往本地及全国各地,尤其在湖北、湖南、河南、河北、广东、广西、四川、贵州、安徽、江西、陕西等20多个省市占有一定的市场,并出口中东、东南亚等多个和地区。



检验工艺:原材料检验、校平检验、对接焊检验、成型检验、内焊检验、外焊检验、切管检验、超声波检验、坡口检验、外形尺寸检验、X射线检验、水压试验、最终检验为保证产品质量,我们制定了完善的质量计划,现场工作程序及检验、试验计划。防腐:本项目的防腐要求与国内其它项目相比有较大不同,其主要区别在于:内防腐材料国内一般采用水泥砂浆,本项目采用无毒环氧涂料(厚度0.4mm)。
外防腐涂层电火花试验电压国内一般为3000伏, 不超过5000伏,本项目为10千伏。防腐螺旋焊管:针对以上要求,我们着重抓好以下二方面的工作:严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工用滚筒推平的方法操作,以保证外涂层的均匀细密。内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。
外防腐涂层电火花试验电压国内一般为3000伏, 不超过5000伏,本项目为10千伏。防腐螺旋焊管:针对以上要求,我们着重抓好以下二方面的工作:严格打砂工作程序以保证除锈质量,并在1小时内完成内外底漆的喷涂,这是保证防腐质量的根本。在制定防腐工艺时我们特别要求玻璃丝布首先浸透环氧煤沥青涂剂,半机械滚缠,并对玻璃丝布由人工用滚筒推平的方法操作,以保证外涂层的均匀细密。内外防腐的管子,放在露天堆场达4个月检验,内涂层没有黄色麻点等不良现象,外防腐层电火花试验仍可达10千伏的要求。



