


【景观护栏防撞护栏定做】视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:【景观护栏防撞护栏定做】的图文介绍
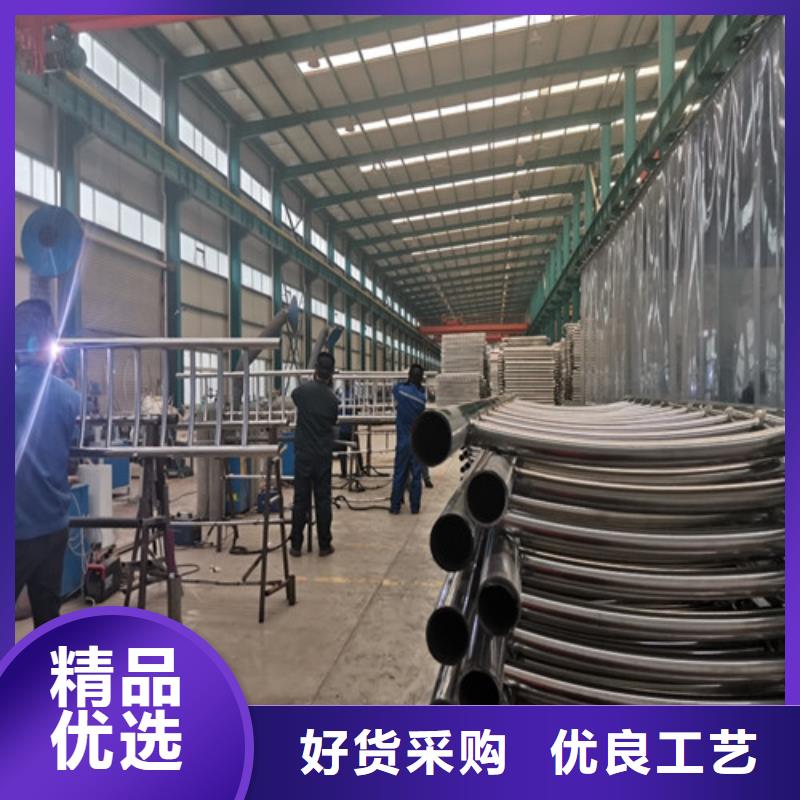
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 最为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。


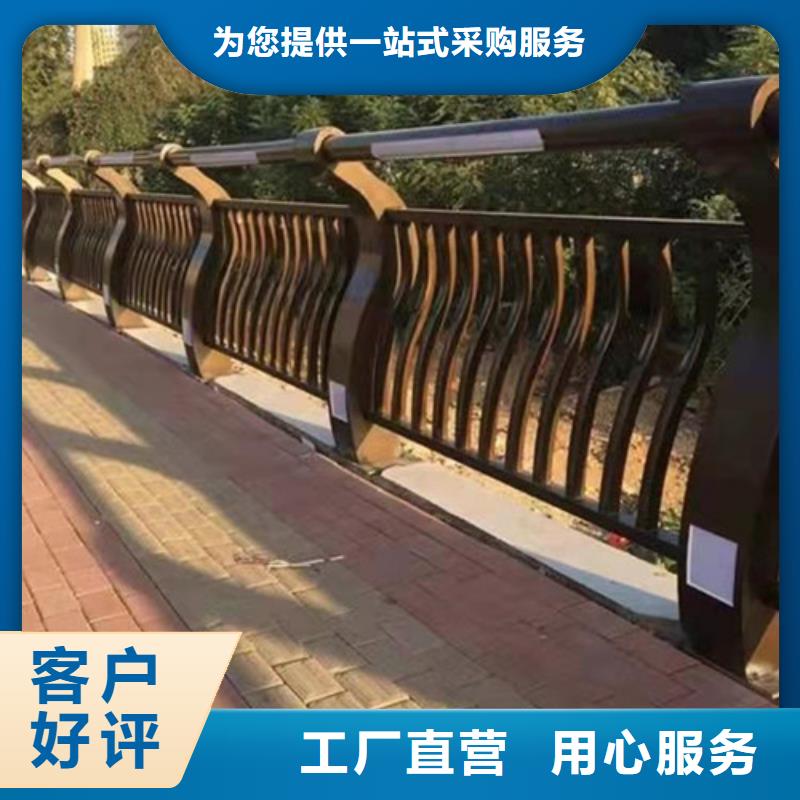
已安装好的桥梁复合管护栏再进行一次表面清理,修补划痕,确保表面光滑洁净。随着道路的发展,桥梁复合管护栏也被广泛应用,桥梁复合管护栏不仅保护人的安全还使道路顺畅,它作为交通中的基础安全设施,对交通安全起到重要作用。那么桥梁复合管护栏有什么样的功能呢?桥梁复合管护栏的功能:桥梁复合管护栏将机动车、非机动车和行人交通分隔,将道路在断面上进行纵向分隔,使机车、非机动车和行人分道行驶,提高了道路交通的安全性,改善了交通秩序;桥梁复合管护栏将阻拦不良的交通行为,阻拦试图横穿马路的行人或自行车或机动车辆。它要求护栏有一定的高度,一定的密度,还要有一定的强度;通过安装要使护栏上的轮廓简洁明快,警示驾驶员要注意护栏的存在和注意行人和非机动车等,从而达到预防交通事故的发生;通过护栏的不同材质、不同的形式、不同的造型及不同的颜色,达到与道路环境的融洽和协调;由此可见,桥梁复合管护栏不仅仅是对道路的简单隔离,更关键的目的在于对人流、车流明示与传递城市交通信息,并且达到了安全、快捷、有序、畅通、方便的效果。 12月3日-4日,市政工程管理处对市区立交桥护栏、人行天桥护栏、人行道护栏等市政基础设施进行全面冲洗,共完成5座天桥、7座立交桥、3座地下通道的清洗。12月4日,在城区各个地方,均能看到身着“市政处”字样工作服的工作人员,有的手拿水盆、抹布擦洗人行天桥护栏、人行道护栏、立交桥护栏、雨棚、墙面、楼梯;有的手拿铲子、拖布清理桥面及台阶上的污垢;有的手拿刷子和喷壶清洗箱体、广告牌、垃圾筒和地面上的野广告;有的手持水管、喷枪冲洗主次干道快慢车道和人行道;还有的手持油漆桶和刷子对道路两侧护栏和北门口牌坊逐一进行了刷漆和擦洗。市政工程管理处工作人员介绍,此次市政基础设施大清洗是利用双休日,组织全体干部职工对市区立交桥护栏、人行天桥护栏、人行道护栏和主次干道的快慢车道等附属设施进行全面冲洗、清洗和擦洗。



下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩,大都是采用进口油漆手绘而成,既古朴、典雅,又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸? 下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩,大都是采用进口油漆手绘而成,既古朴、典雅,又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸? 下面为大家介绍一下道路护栏作工艺:高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。,遍防腐处理是镀锌,耐腐蚀性极强,第二遍是喷、浸塑,各种颜色的喷、浸塑令您耳目一新。 下面为大家介绍一下阳台护栏安装前的注意事项:阳台护栏的基层处理:安装阳台护栏立柱的部位,基层混泥土不得有酥松现象,并且安装标高应符合设计要求,凹凸不平处必须剔除或修补平整,过凹处级基层蜂窝麻面严重处,不得用水泥砂浆修补,应用高强度混泥土进行修补,并待有一定强度后,方可进行锌钢护栏安装。



在激烈的 安徽马鞍山道路护栏市场竞争中,凭借良好的合作关系公司茁壮发展,在持续改进、追求卓越不断进取、不断满足的信念,龙鑫金属制品有限公司在不断创新中求发展,个人靠创新精神求进步,日积月累,量变到质变,每天的一小步,就是企业将来的一大步,点滴的汇集,使公司成长的实力雄厚的 安徽马鞍山道路护栏企业。 公司可为用户订做各种特殊规格,特种材质 安徽马鞍山道路护栏,交货及时,低,质量优,节假日照常营业、并可汽运、火运,量大可以在厂直接。



因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。


