


想要一睹【Q235材质钢板立柱切割】不锈钢碳素钢复合管护栏实力大产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:【Q235材质钢板立柱切割】不锈钢碳素钢复合管护栏实力大的图文介绍


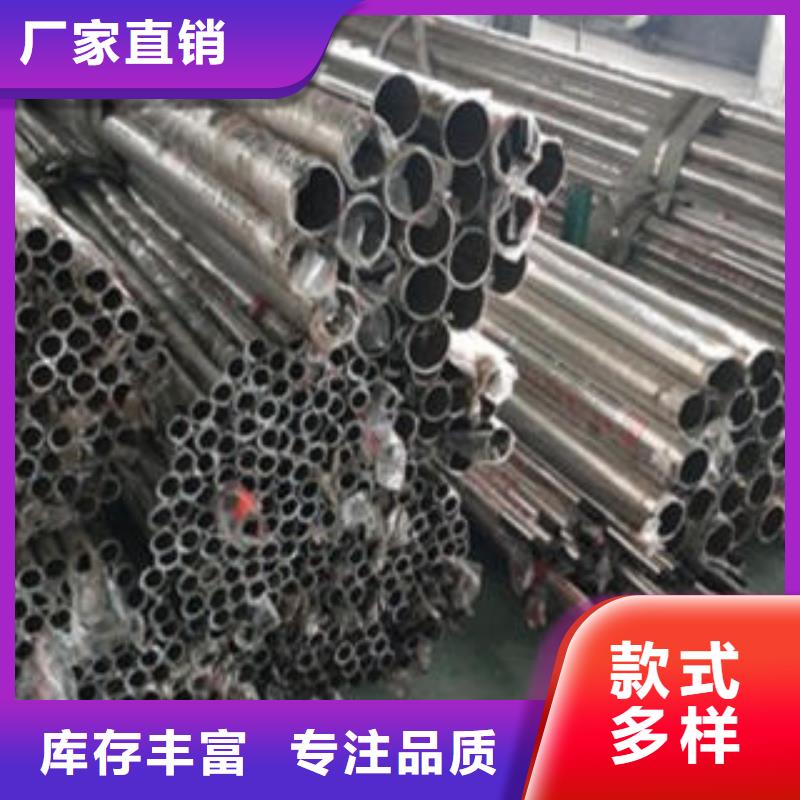
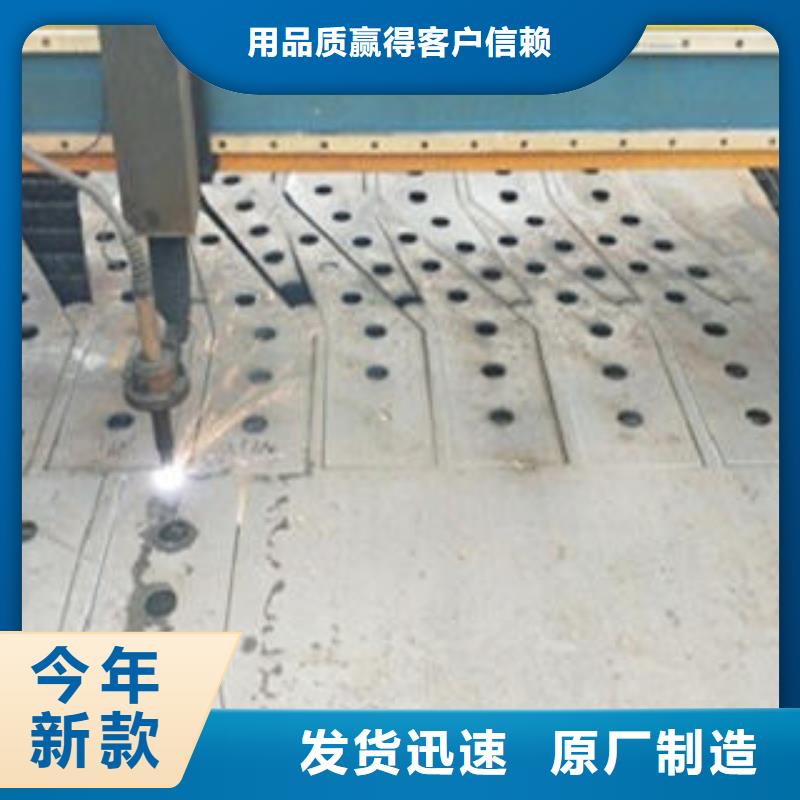
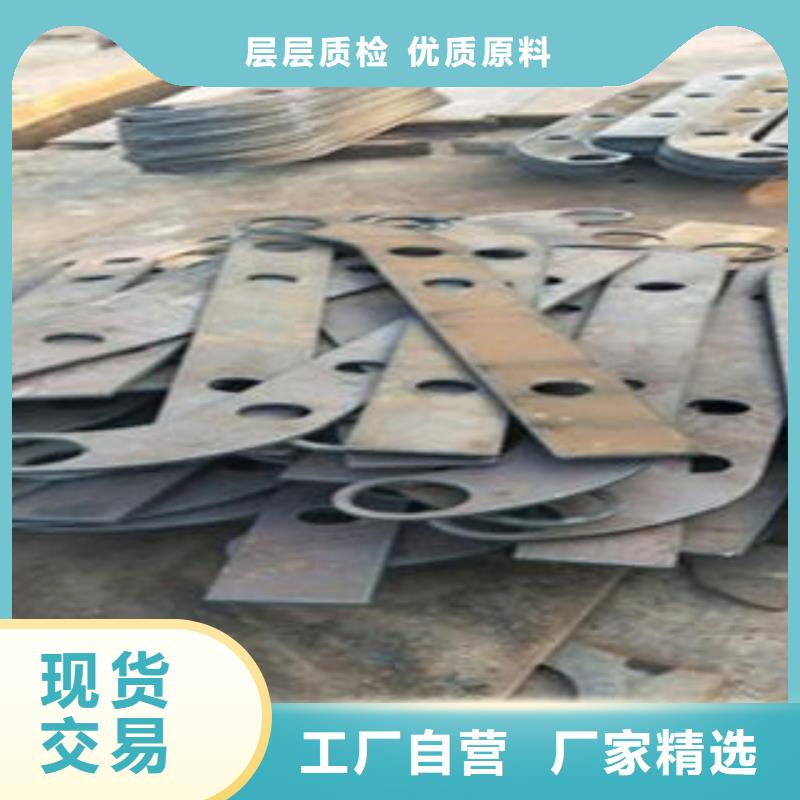
钢板立柱多重多样,可以简单的分为单片型和整体型的。单片型的,是指由单片的钢板切割而成的,直接焊接在地面预埋钢板上面,在立柱片上面打孔,和护栏片焊接在一起的。优点是加工简便,生产周期短,低廉;缺点是需要现场施工焊接,施工周期比较长,而且后期需要再次进行表面处理。整体型的,是指有两片或者两片以上的钢板,或者套管焊接而成的一个整体的立柱,生产周期较长,成本稍高一些,但是施工简单,可以直接用螺栓固定在底预埋钢板上面,施工周期短,不需要进行后期的表面处理,而且立柱比较牢固,不容易被破坏。由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,特别是由于应用上的要求需要预冲孔后进行冷弯加工生产,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度结构钢板的冷弯孔型的设计中需要多加侧向定位装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地消除材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另一个突出的特点为:高强度结构钢板的成型回弹现象较严重,回弹会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在生产调试过程中进行调整修正。



鑫润通不锈钢制品有限公司自投产以来,通过优良的 青海桥梁护栏生产产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 青海桥梁护栏生产。



钢板立柱碳钢气焊、气割时主要根据钢的含碳景来挑选火焰, 焊接中、低碳锎就不能用碳化焰,那样会因为髙温液态金屑吸收了火焰中的碳粒导致焊缝金属增碳,下降焊赞的机喊裆能而焊接髙碳钢、铸铁等金属时,因为焊接过碳烧樹严,为避免脱碳就要求选用碳化焰。若火焰操控欠好,焊有过程中发生改动,就会下降气焊、气割的质量。钢板立柱点焊工艺,是目前盛行焊接围网工艺方法。在焊接中焊条电弧焊电源是利用焊接电弧所发生的热量来熔化焊条和电器设备。主要原理:焊接电弧的电阻值一直在改动,并跟着电弧长度的改动而改动,当电弧长度添加时,电阻就增大,弯度就减小。钢板立柱氧化焰焊接工艺,因为其氧化性较大,选用这种火培焊时,易使熔化金属氣化,也易造成合金元素烧损,导致焊驾生气孔、夹渣、力学性能下降等缺点,所以钢板立柱一般金属焊接叶,不宜选用氧化焰。关于其它有色金属也是相同,要严格操控火焰性贡,避免合金元素烧损和力学性能的下降。



由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,特别是由于应用上的要求需要预冲孔后进行冷弯加工生产,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度结构钢板的冷弯孔型的设计中需要多加侧向定位装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地消除材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另一个突出的特点为:高强度结构钢板的成型回弹现象较严重,回弹会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在生产调试过程中进行调整修正。需要较多的成型道次。在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变;在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对型材进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。

