




不要错过我们上传的 弯管产地源头好货视频!它将为您提供比图文更直观、更全面的产品介绍,点击观看,让您轻松了解产品详情。
以下是: 弯管产地源头好货的图文介绍

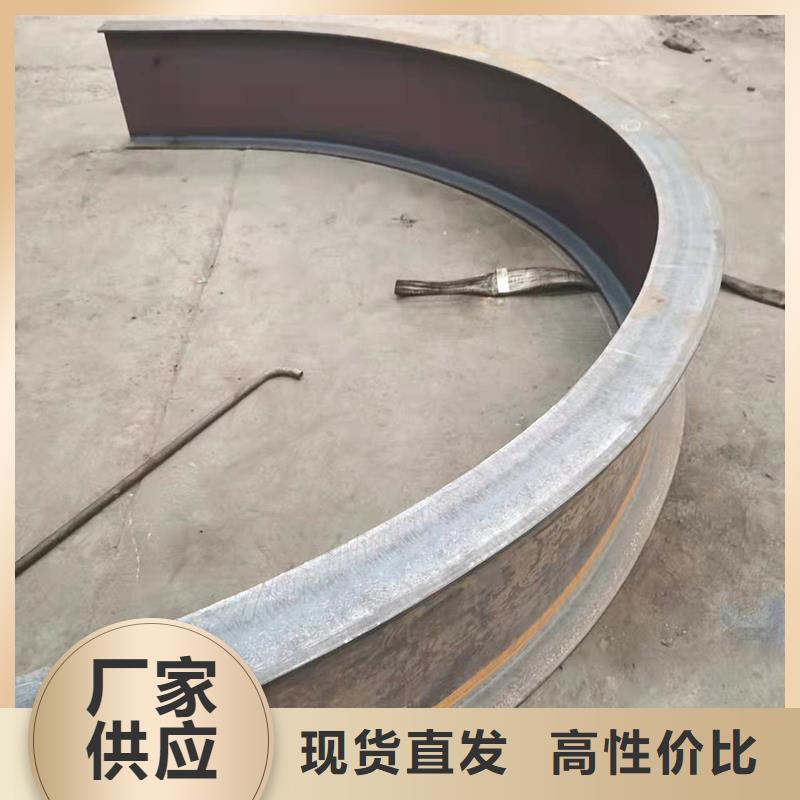
根据弯管的制造方法,弯管可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管可分为冷煨弯管和热煨弯管,弯管是改变管道方向的管件,弯管可在管道和横梁的入口处使用。 煨制弯头具有良好的膨胀性、高耐压性和低阻力的优点,因此,它常应用于建筑中。弯头的主要形式有:U形弯头、弯头、前后弯曲和弧形弯头等,前弯和后弯是一种带有两个角的装置,弯曲实验前后的中心线位置之间的距离,称为弯曲实验前后的高度,用h表示。当加热室垂直于由主管和分支管连接的散热器时,它不与同一连接器上的表面接触。U形管是一种正半圆形状的管件,圆管两端中心线之间的距离d是弯曲半径的两倍。U形管可以代替两个90°弯曲,大致是圆形机翼,连接两个垂直布置的散热器。弧形弯管是一种具有以下不同弯曲角度的管件,中角为90°,侧角为135°,弧形弯管是用来绕过其他一些系统的管道,这些管道通常用于管道材料提供热水和冷水时。弯管的大小取决于弯管的直径、弯曲角和弯曲半径,根据实际施工现场和施工图确定弯角,然后使用模板,根据模板的检弯角度确定管的弯曲角,以满足要求。 异形弯管的加工工艺不同于厚壁弯管,由于中国市场发展需求的不同,管道和其他产品的设计也是多样化的。如果一个产品不能满足市场需求,就会出现异形的弯曲,根据所设计的异形弯管直径,将异形弯管分为一次冲压成形和多次冲压成形,异形弯管缩孔成形工艺是将等于不同直径管材直径的毛坯放入成形模中,通过沿毛坯轴向目标挤压,沿模腔形成和缩短金属。 扩径过程主要针对不同直径的直径偏差,不易收缩,有时根据材料和产品成型的需要,将膨胀和收缩结合起来操作,然而,如果没有冲压工艺,材料消耗较少,而且没有其他加热设备正在形成厚的弯曲切屑。因此,厚壁弯管冲压是一种节材节能的加工技术,另外,冲压件的成本相对较低,使用这种方法的人也较多,在厚壁弯曲管的冲压成形中,一般不会影响冲压件的表面质量。模具保证了冲压件的尺寸和形状精度,该模具寿命长,冲压质量稳定,互换性好,易于机械化和自动化。


弯管机日常使用中如何避免故障发生 在科技技术逐渐发达的今天,我国的弯管机设备同样在对于液压弯管机与全自动弯管机和切管机以及缩管机等管材加工机械在质量与技术方面现在已经日渐成熟稳定了,不会像过去因为某个新产品新技术的诞生,我们都是处于摸索的状态,所以机器的性能稳定方面是比较脆弱的,但是今天的管材加工设备都是处于稳定而常规化了,所以在购买机床后只要您认真保养好机床,是可以很长久的使用的。 但是弯管机会在日常使用中,常常出现哪些问题呢?其实这些问题我们早在前面的日志技术文章中也有提起过,今天我们在老话常谈,通常会出现问题的有液压区域,由于机器在弯管时,管材采用金属圆锯机切割会留有很多小铁销。这些铁销如果没有被清理干净就直接拿到弯管机中加工弯管,而很多弯管机模具都有带芯棒来弯曲的,因为怕饱满度不够高,所以会出现起皱或者塌陷进去等现象。 这样在弯管机将管材插进芯棒时这些小铁销就会掉出来,而没有被清理掉的铁销会掉入机身内部的油箱里面,我们都知道液压弯管机采用油泵输入液压油靠电磁阀来提供液压动力。所以这些铁销进入油箱后大部分会被我们的进油管里面的滤网所过滤掉,但是也会有小部分铁销会进入到油泵里面,这样被吸入进油泵的铁销就会进入到电磁阀里面,而这些铁销因为无法在电磁阀里流动导致出现液压电磁阀堵塞,而液压油无法流动这样会出现某一对应的动作失灵,导致液压弯管机无法正常工作。 即便出现这种现象也无需慌张,只要根据控制面板上按键来手动按某一动作,再看电磁阀上的指示灯看准是哪一个电磁阀不起作用了,再将电影关闭。然后用一把4mm的内六角扳手,将固定在分油板上的电磁阀拆下。用干净的煤油将电磁阀清洗干净后,用将内部吹干净将里面的铁销清洗出来后,再安装上去就可解决。



不积跬步,无以至千里;不积小流,无以成江海。多重检验,严格把关,认真负责。自始至终以顾客满意为核心,坚持诚信做事,踏实做人,科技兴业,产业报国。
航萧管件有限公司自始至终把人文关怀当做公司发展的重要内涵,以人为本,体现人生和事业价值。 路漫漫其修远兮,吾将上下而求索。
展望未来,航萧管件有限公司坚持以打造百年基业为目的,力做千年企业为雄心。不忘初心,砥砺前行!用心雕琢品牌,以优质【淄博临淄中频弯管】产品、良好服务回馈社会!



